 napsáno v Arachnopilii writen in Arachnopilia optimalizováno pro Mozilla optimized for Mozilla Od května 2005 jste You are visitor no návštěvníkem. since May 2005 |
||
Ostření fréz |
Mill tool sharpening |
||

|
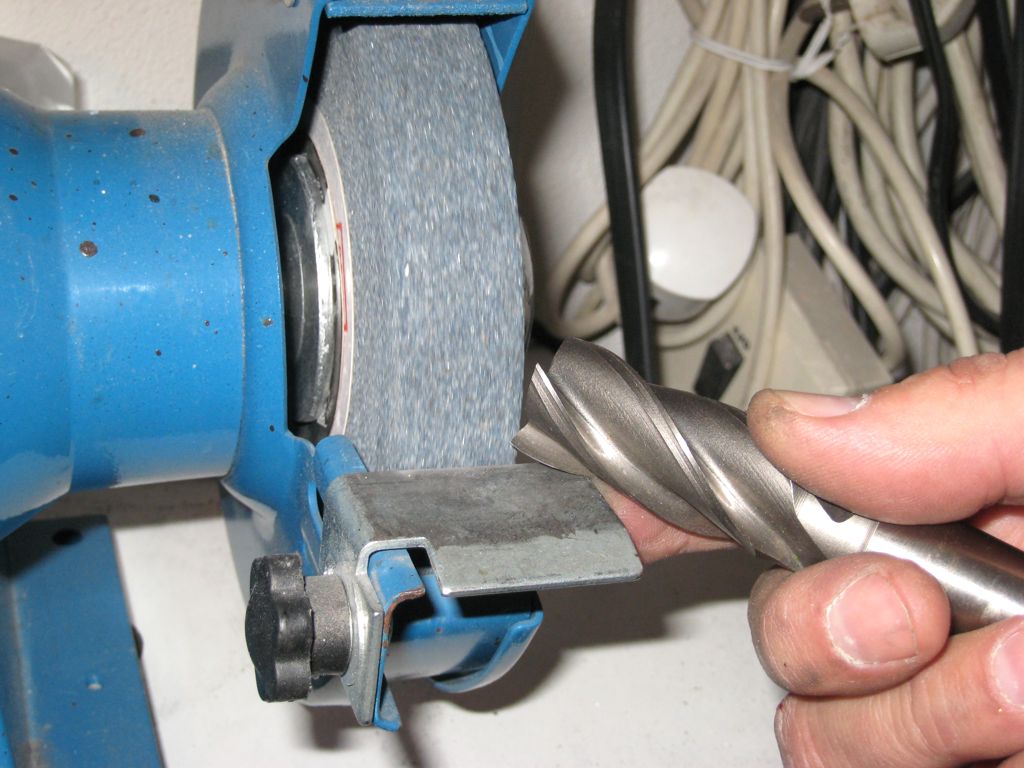
Použití chladící a mazací kapaliny sice prodlouží životnost břitu fréz, ale i tak je nutno je čas od času naostřit. Většinou frézuji třísku do 1mm, takže se opotřebuje čelní břit a boční jen asi 1 mm od čela (viz obrázek). |
I use cooling liquid for milling. This enlarge mill cutting edge life but sharpening is needed from time to time. I mostly mill less then 1 mm layer so cutting edge is abraded 1mm from front only (see photo). |
|
|
Ostřím tak, že 1mm frézy z čela ubrousím a udělám nové čelo. Na boční břit tak nešáhnu a přesto je ostrý. Profi ostření bočního břitu totiž vyžaduje složitou brusku cenově zcela mimo možnosti kutila. |
I grind off 1mm of mill head and make new head. The sidaway cutting edge is unchanged and sharp. Very expensive special grinder machine is necessary for true profi sharpening and this is impossible for homemade. |
|
|
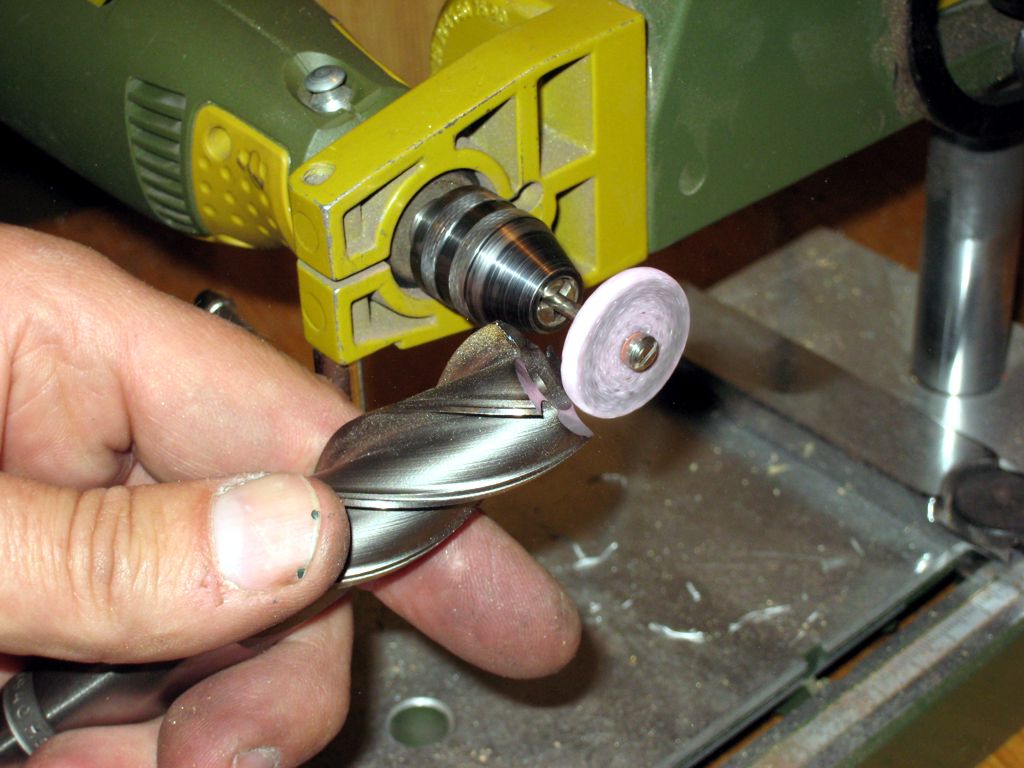
Výřezy v čele dělám rychloběžnou malou bruskou. |
Making new head of mill with small high-speed grinder. |
|

|
Ubroušené a vytvarované nové čelo zatím bez pořádných břitů. |
New head still without cutting edges. |
|

|
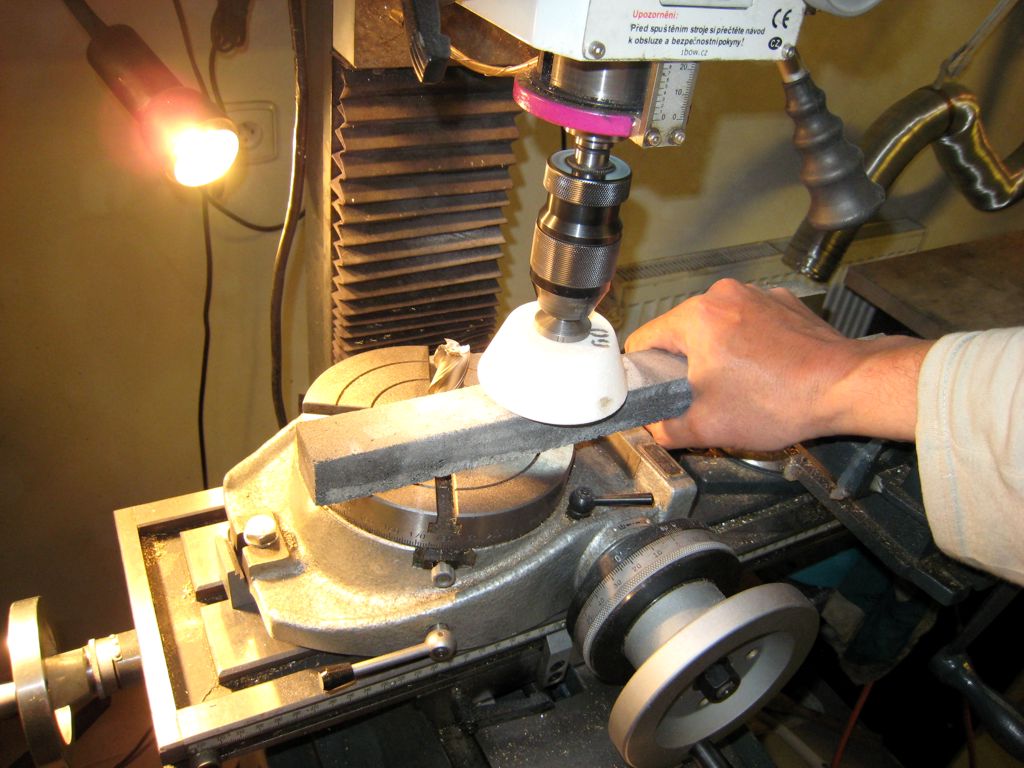
Frézu upnu do rotačního stolu a stůl na jedné straně podložím tak, aby úhel byl cca 10 stupňů. Podložení (cca 15 mm) je vidět na obrázku uprostřed dole. |
I fix mill to the rotary table. The rotary table is supported on the left side (see picture) for 10 degree angle from horizont. |
|

|
A teď zbrousit jeden břit po druhém. Po každém projetí otočit přesně o 90 stupňů (4 břitá fréza). Fréza se na obrázku pohybuje doprava nahoru a zpět, v teálu kolmo na broušený břit. Pro jedno kolečko (4 břity) volím tloušťku broušení max 0.3mm, jinak by hrozilo opotřebení brousku. Raději víc koleček a mezitím srovnat brousek rovnacím kamenem. |
So and let grind one by one edge to get sharp. Is necessary to rotate exactly 90 degrees after grind each edge. Grind cup move square/in right angle to cutting edge. For one quarter of grinding operation (all four edges) I set thickness for grind max 0.3mm. Grind stone geometry change happend otherwise. More times and smaller thickness is better. |
|
|
Brousící kalíšek je nutno udržovat vyrovnaný, jinak nebudou břity rovné. Srovnávací kámen je hodně tvrdý a houževnatý a abrazivní materiál brousku se na něm vylamuje. Je třeba ho držet vyrovnaný. |
The white grind cup/stone is necessary to straighten/planish otherwise cutting edge will be not accurate. The gray straighten-up stone is very hard and tenacious. The grind cup material is crumbled away and grinding surface is getting straight/planish. |