 napsáno v Arachnopilii writen in Arachnopilia optimalizováno pro Mozilla optimized for Mozilla Od května 2005 jste You are visitor no návštěvníkem. since May 2005 |
||
Lodní strojovna |
Boat engine room |
||

|
Pro svou echt parní loď jsem si udělal kompletní novou strojovnu podle vlastního návrhu. Původní strojovna byla zbastlená z Wilesco strojku a kotle a moc radosti mi nedělala. |
I built a new "steam engine room" of my own design for my steam boat. The old boat engine from Wilesco components doesn't work well. |
|

|
Stroj je oscilační, kotel stojatý s žárovými trubkami a přehřívačem, mazání kondenzační maznicí, topení plynem s žárovým keramickým hořákem. |
Oscilating engine, vertical boiler with fire pipes and superheater, displacement lubricator and gas burner with a ceramic plate. |
|
 |
Zde je zazipovaná výkresová dokumentace, 15 stránek A4. Pro osobní použití je volně ke stažení. |
Here are zipped drawings, 15 pages. It's free for non-profit use. |
|

|
Výroba válců. Použití výstružníků není nejlepší (ale taky vystačí), protože díra není úplně válcová. Průměry na krajích se liší o cca 50µm a to stačí k nerovnoměrnému chodu pístu. Lepší je použít vyvrtávací hlavu. |
Cylinder making. The reamer is not good, the hole isn't fully cylindrical. The diameters on opposite sides are slightly different and the piston doesn't work properly. Using the boring spindle is better. |
|

|
|
For cylinder making is necessary to use a rotating table or CNC mill. |
|

|
Válce připravené k sestavení. Čela válců jsou nalisována ručním lisem, přesah (rozdíl průměrů lisovaných dílů) je 30-50µm. Pak lze mosaz lisovat ručním lisem. |
The cylinders before completion. The cylinder covers are pressed by hand press, difference of diameters is 30-50µm. |
|
|
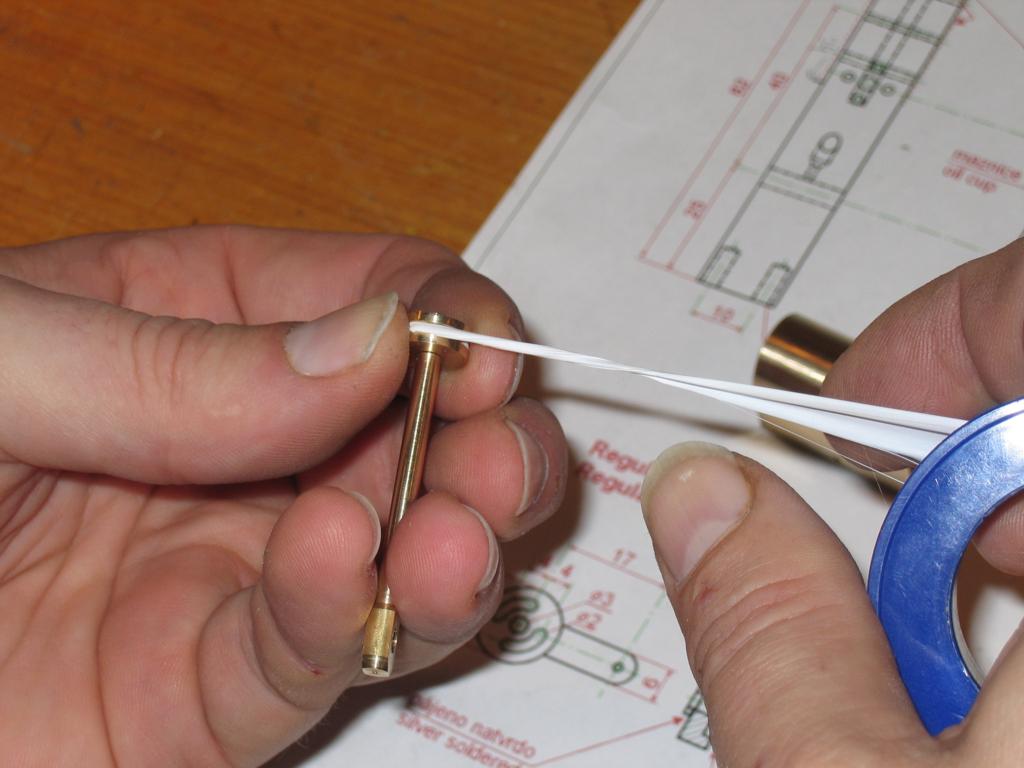
Výroba pístních kroužků z instalaterské teflonové pásky. Tohle jsem okoukal u Regnerů (dělají pěkný mašinky). Pásku je potřeba hodně stočit a hodně těsně navinout. |
The piston rings are made from teflon band for sanitary engineers. This method I copied from Reger (they produce good-looking steam locos). It is necessary to twist the band well and wind it closely around the piston. |
|

|
Teď to pořádně nacpat dovnitř. Pomalu zasouvat a nehtem nacpávat teflon dovnitř. Nic nesmí zůstat venku. |
Now put it inside. Slowly pull the piston and put the teflon inside with the fingernail. Nothing should stay outside! |
|
|
|
|
|

|
Strojek jde po sestavení hodně ztuha. Je třeba zabrousit vše chodem nasucho (pohon vrtačkou), a teprve pak vše namazat. Do válců parní olej, na zbytek strojní. Jak dáte parní olej do válců, zatuhne stroj úplně. Klídek, až se ohřeje párou, běží úplně lehce. |
The finished engine works tightly at first. It is necessary to fit and sink it by running it on drill machine without oil. After this use steam oil to lubricate it. The cold engine doesn't work very much but after one minute of heating with steam it works very slightly. |
|
|
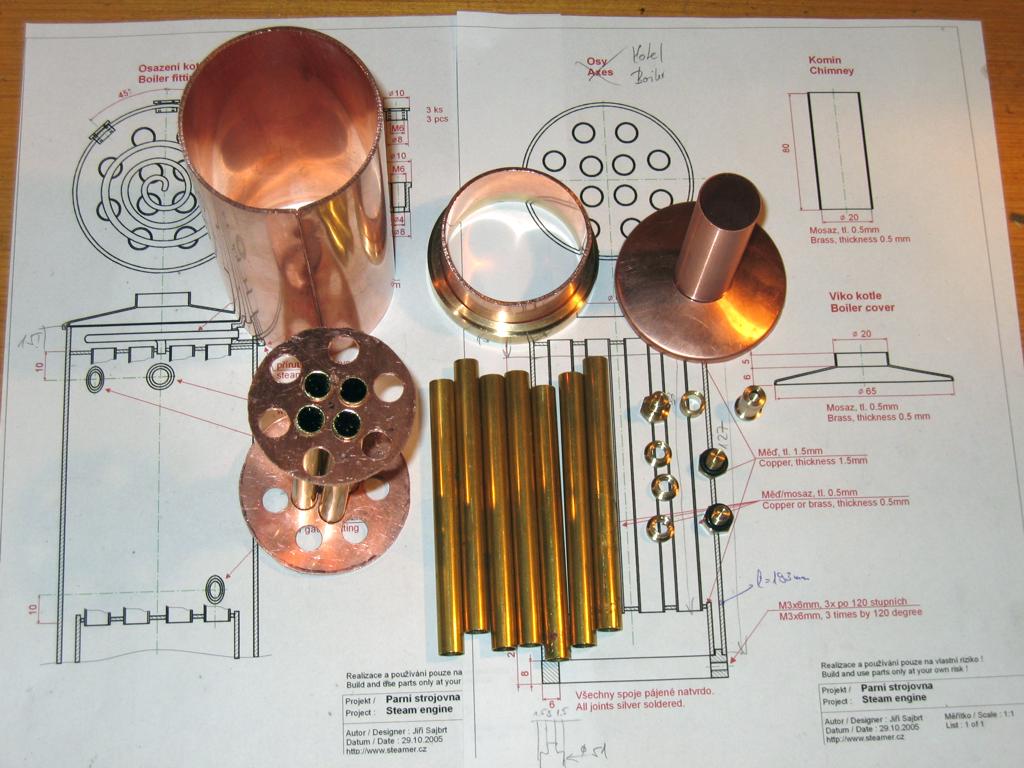
Kotel - díly pro první pokus, úspěšný byl až třetí. Moje chyby : různé materiály (CU, MS), příliš různé tloušťky materiálů 0.4/1.5mm, a hlavně příliš vysoká teplota pájení - "spálil" jsem stříbrnou pájku a ta pak netěsnila. |
Here are the parts for boiler, my first try. My third try was successful. My problems were: different materials (copper, brass), different thicknesses of materials and too high temperature of silver soldering - I burned up the silver spelter. |
|

|
Pájení kotle stříbrem. |
Silver soldering of boiler. |
|

|
Lisování horního víka kotle. |
Straping/pressing of top cover of boiler. |
|

|
Hóóódně přehřátý přehřívač páry. Dostal se, chudák, do přímého propan-kyslíkového plamene při pájení. |
Over-superheated superheater. I hit it with Propane-Oxygen pilot flame when silver soldering. |
|

|
Konečně funkčí kotel který nikde nepouští páru. Jak jsem se naučil pájet, byla to hračka. Takže pozor na teplotu směrem nahoru - stříbrná pájka je háklivá na přehřátí! |
Result - a working boiler, with no steam runing out. It was easy when I learned silver soldering. Be careful with temperature. |
|
|
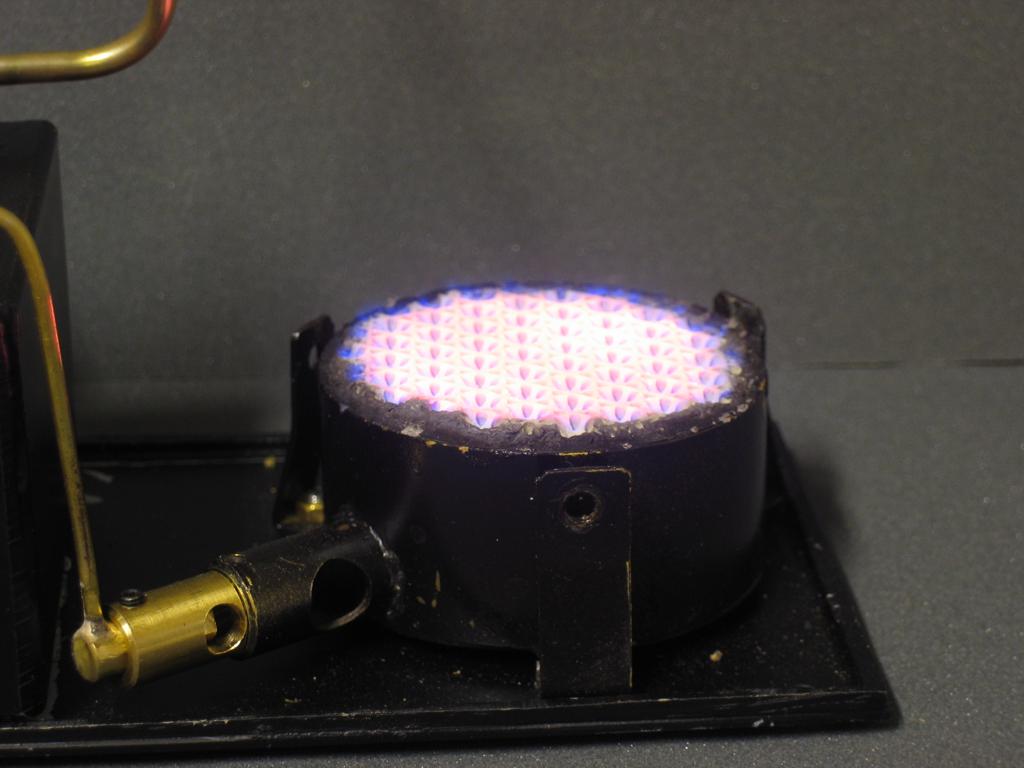
Keramický hořák. Použil jsem keramickou desku z průmyslových topidel pro haly. Správně vyladěný hořák se rozžhaví do světle červena, žere málo plynu a hodně topí. |
The ceramic burner. I use the ceramic burner from the heating system of industrial hall. Good working burner is brought to red heat, consumpting a little gas and giving high heat. |
|
|
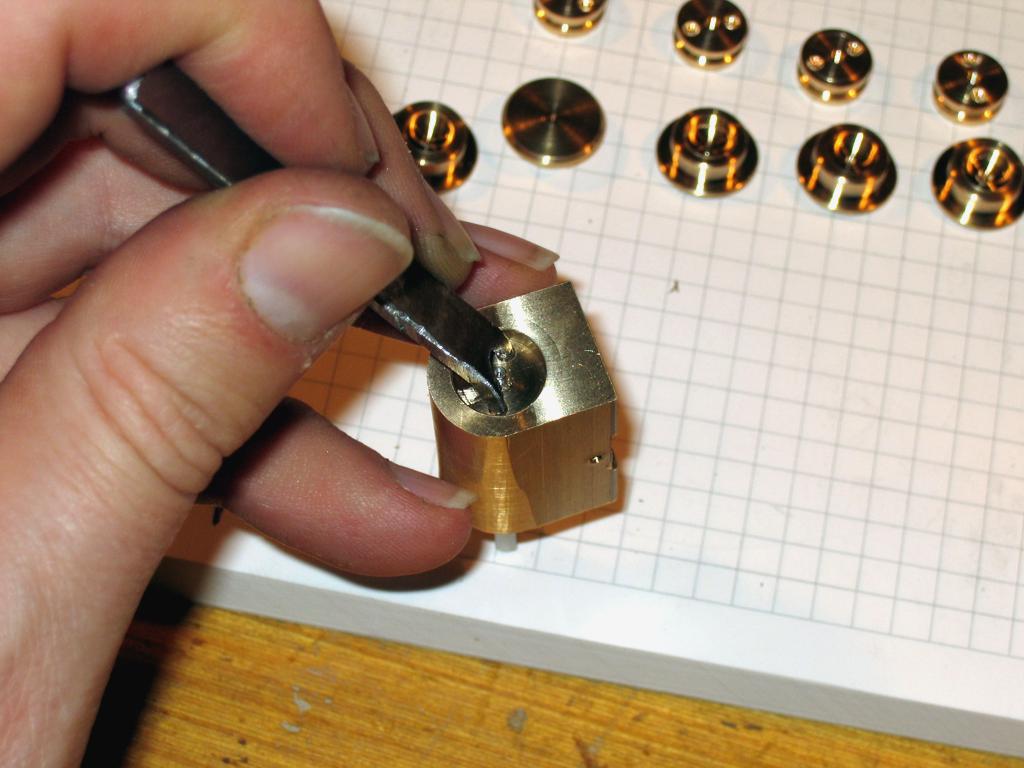
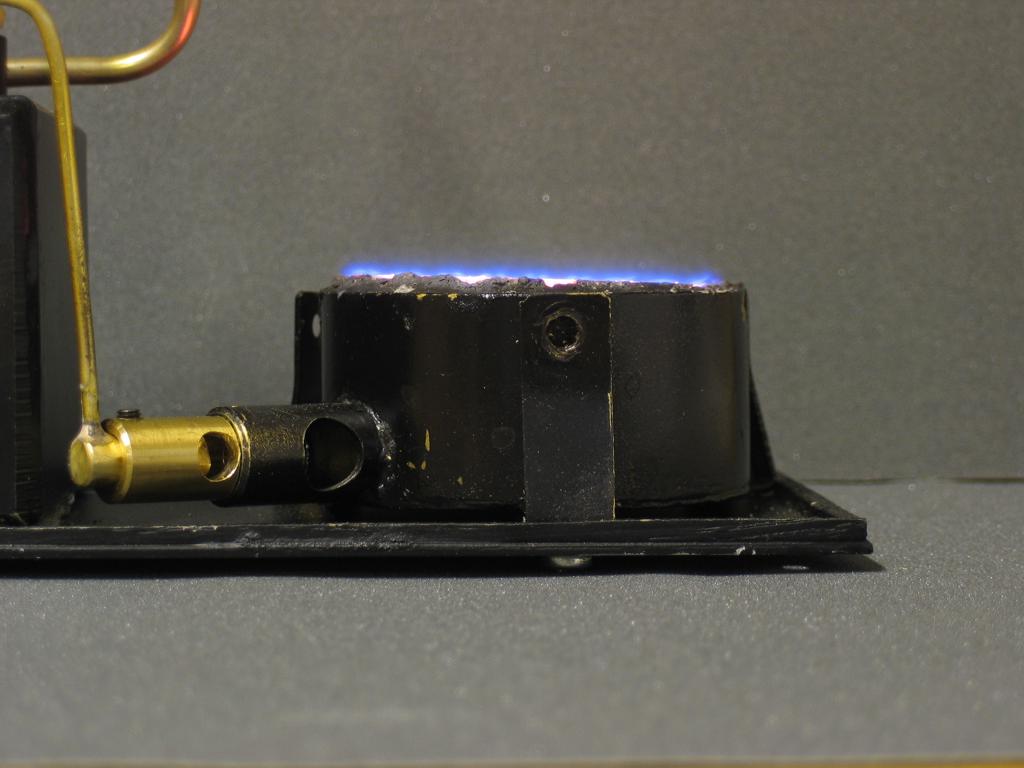
Správně namíchaný plyn hoří jen v tenké vrstvičce nad keramikou. Chce to dvojí směšování, aby se do směsi dostalo dost vzduchu. První směšovač má mosaznou barvu, druhý černou. |
Well mixed gas and air burn on a thin layer on the top of the ceramic burner. Double mixing is necessary so enough air goes into the mixture. The first mixer is brass colored, second is black in the picture. |
|

|
Pro keramické hořáky používám panely firmy Rauschert. Mají zastoupení i v Česku. |
I use panels from Rauschert company for my gas burners. They have branches in many countries around world. |
|

|
Čerstvě spájené propan-butanové nádrže. Čela mají po obvodu osazení, takže zapadají do těla nádrže cca 2mm. Tělo nádrže je z jeckelu. |
Fresh silver soldered gas tanks. Foreheads have a groove so they go inside the tanks body cca 1/16 inch. Tank body is made from the steel profile. |
|

|
Pájecí souprava PropanButan - kyslík. Osvědčilo se mi při pájení natvrdo použít obyčejný plynový hořák s velkou tryskou pro celkový ohřev (do cca 500 stupňů a pájená místa lokálně ohřát na 650 st. kyslíkovou soupravou. |
Bottled gas-Oxygen set for silver soldering. I use it for local heating (1200 deg. F) and the big bottled gas heater for heating whole device (900 deg. F) at the same time. |