 napsáno v Arachnopilii writen in Arachnopilia optimalizováno pro Mozilla optimized for Mozilla Od května 2005 jste You are visitor no návštěvníkem. since May 2005 |
||
Přepouštění plynu |
Siphoning of gas |

|
Kompletní výkres přepouštěcího zařízení pro plnění vlastních plynových nádrží z kampingových kartuší. Je použitelný i pro PB lahve. Vhodné pro nádrže 0.1 až 0.5 litru. Místo menší nádrže použijte zapalovač, místo větší PB lahev |
Drawing of siphoning device for filling your own gas tank using camping gas cartouche. It is suitable for bottled gas (Propane-Butan) too. Suitable for tanks from 5 to 30 sq. inch. For bigger tank you should use camping gas, for smaller tank you should use cigarette lighter |
|
|
Sestava a funkce. Vlastní nádrže před použitím testujte na nejméně 20 barů ! Kaplný propan-butan má při normální teplotě tlak 8 barů. Odtokový ventil nádrže musí být při provozu nahoře, v oblasti plynného propan-butanu ! |
Assembly and function drawing. You should test your tank for min. 300 PSI before using it ! Bottled gas has 120 PSI pressure at normal temperature. The outlet valve must be on top of the tank, in gaseous state gas area ! |
|
|
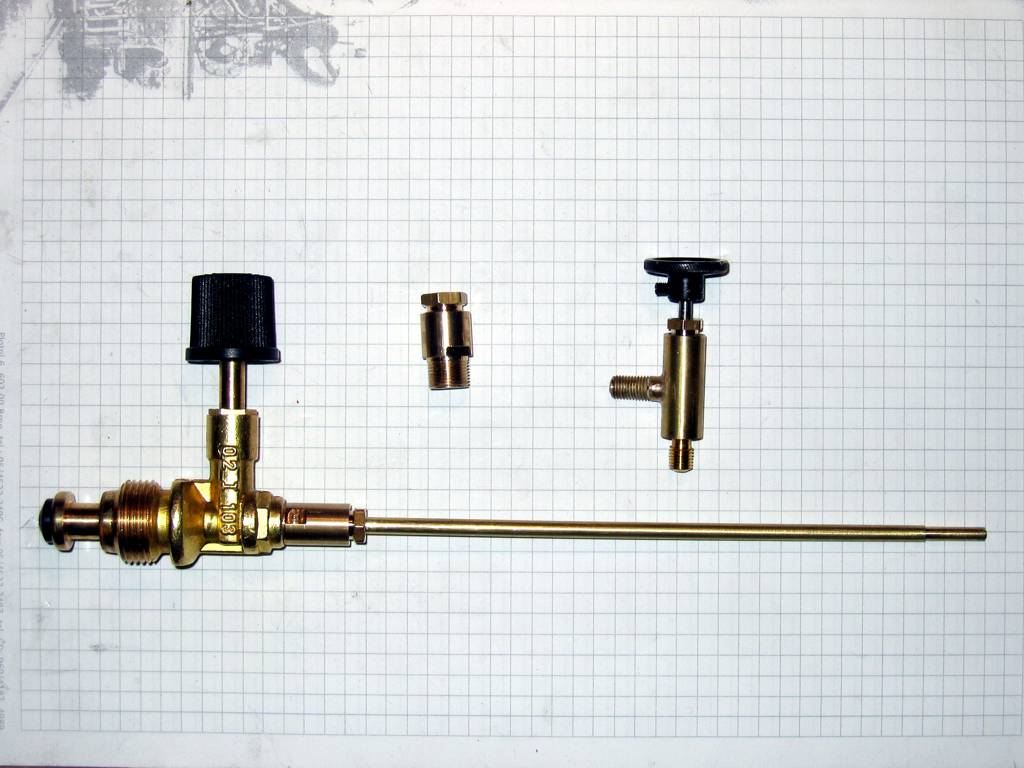
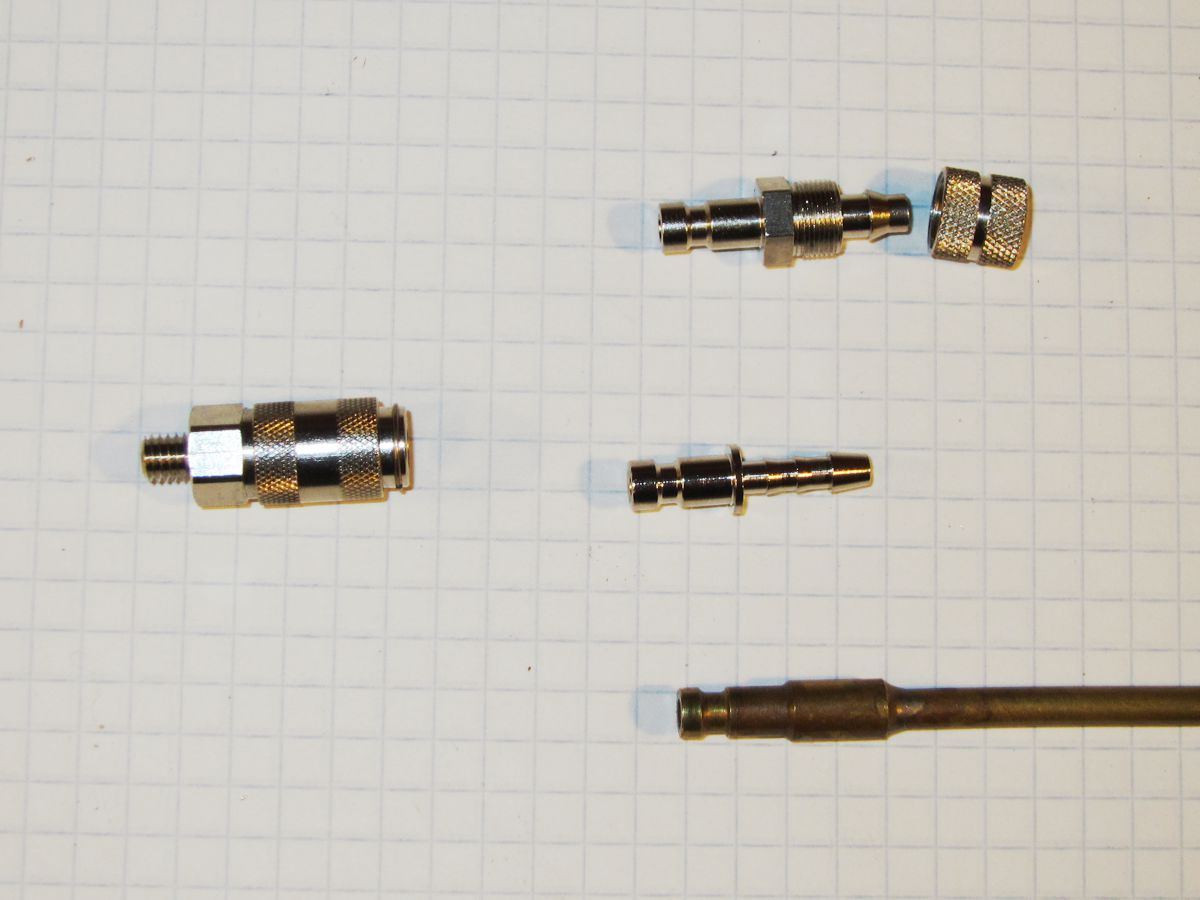
Vlevo přepouštěcí ventil pro kempingovou kartuši na původním ventilu. Uprostřed napouštěcí ventil do mé nádrže. Vpravo pracovní ventil do mé nádrže. |
There is siphoning valve for bottled gas on the left mounted on original valve. Filling valve for my tank is in the middle. Bleeding/working valve for my tank is on the right. |
|
|
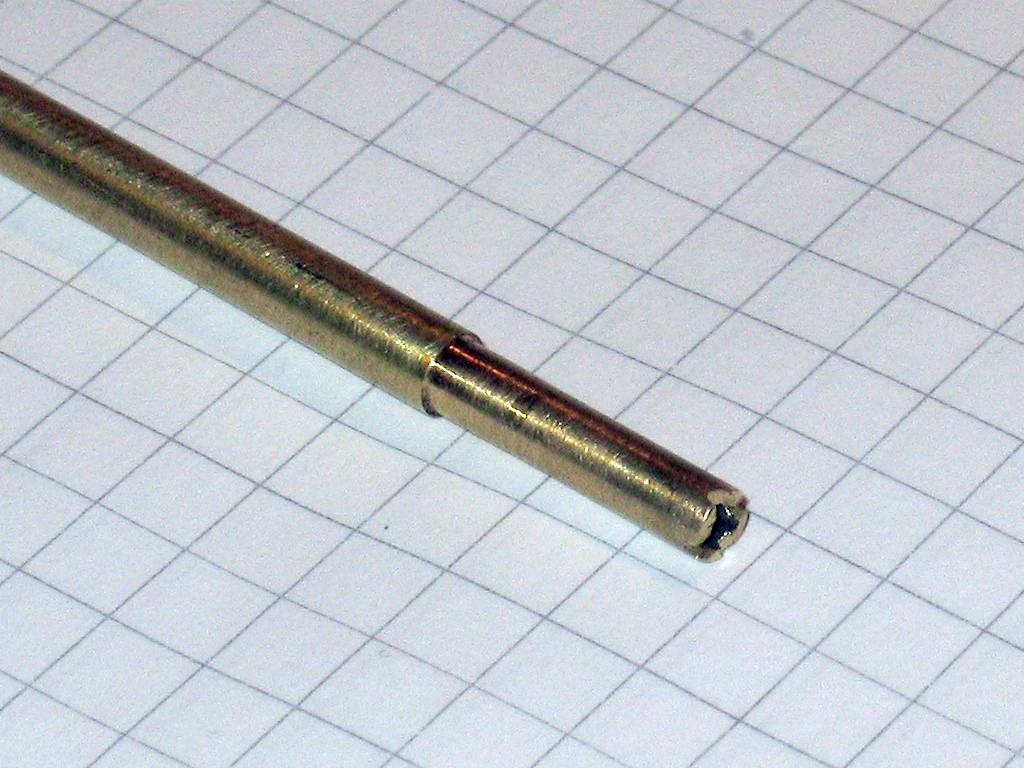
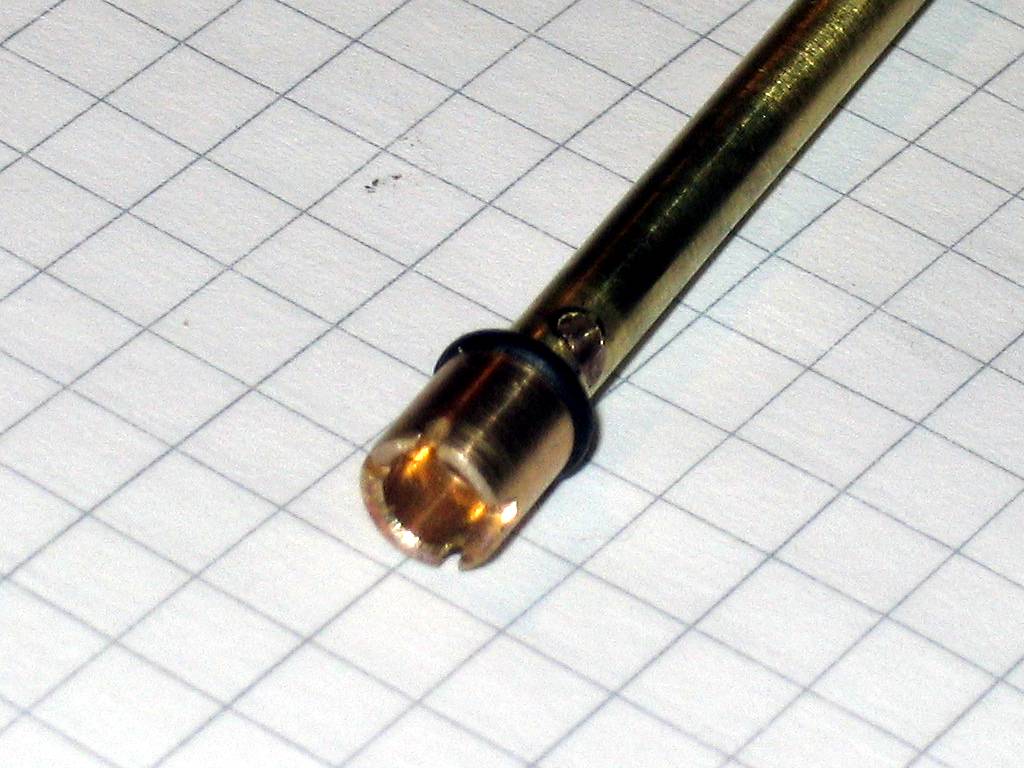
Konec přepouštěcí trubky opatřený zářezy pro proudění plynu. |
End of siphoning pipe with a notch for gas to flow out. |
|
|
Druhý konec (umístěný uvnitř ventilu) přepouštěcí trubky rovněž opatřený zářezy pro proudění plynu. |
Opposite end (normally placed inside valve) of siphoning pipe with a notch for gas. |
|

|
Upravený původní ventil. Část pro připojení hadice byla odstraněna a nahrazena závitem pro přepouštěcí ventil s trubkou. |
Modified valve from a camping gas set. The part for connecting hose was removed and substituted by connecting for siphoning valve and pipe. |
|

|
Rozložený napouštěcí ventil. |
Disassembled filling valve. |
|

|
Napuštěná nádrž. Tlak po napuštění 6 bar, tlak po 4 dnech rovněž 6 barů. Takto "veliká" nádrž postačí pro 70cm dlouhý parník na 15 minut. |
Filled tank. Pressure after filling was 90 PSI, after 4 days it was still 90 PSI (hip hurrah) ! This "big" tank is sufficient for 28" long steam boat for 15 minutes of sail. |
|
|
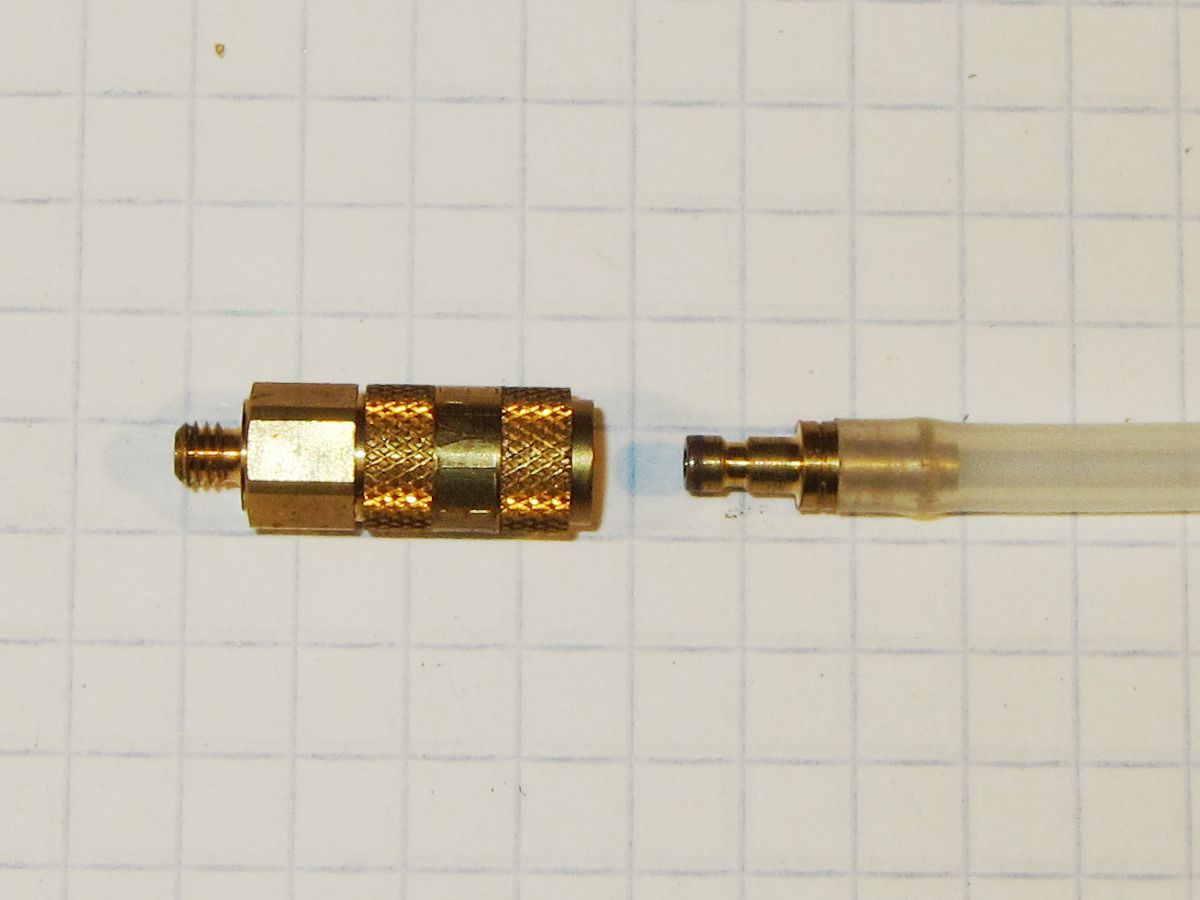
Postupem času jsme v našem klubu SMPD sjednotili plnící ventily plynu pro malé modely na rychlospojku DN 2.7. Modelů máme už několik desítek a ventilů bylo potřeba stále víc. Rychlospojky jsou k sehnání např. u pana Reka. |
Over time we have in our club SMPD united filling gas valves for small models to the quick-acting coupler DN 2.7. We have many models and valves needed more and more. Quick couplings can be obtained from eg. Mr. Reka. |
|
|
DN 2.7 znamená průchozí otvor 2.7mm. U firmy Festo jsem sehnal tuto mikro rychlospojku o DN 1.5mm, kterou používám na spojování potrubí v modelech. Ale je nehorázně drahá. |
DN 2.7 means 2.7 mm through-hole. From Festo company I got this micro quick coupling DN 1.5 mm, which used to join pipes in the models. But it is outrageously expensive. |
|

|
|
On the left is the pump for refilling water (adapted from the houseplants dispenser) and at the right gas bottle with a male quick coupler to refilling the gas into small locomotives models. |
|
|

|
Velké modely topím zásadně uhlím, to je ten pravý pocit, ta vůně ... Ale pro malé se hodí nejvíc plyn. Líh nemá tu sílu, uhlí vyžaduje stálou obsluhu (nelze u RC modelů) a naftové hořáky - no fuj. Takže plyn. |
The big models heating essentially by coal, it is the right feeling, that smell ... But for small models is brtter gas. Alcohol has not ebought power, coal requires constant attendance (not suitable for RC models) and oil burners - ugly. So gas is suitable. |
|
|
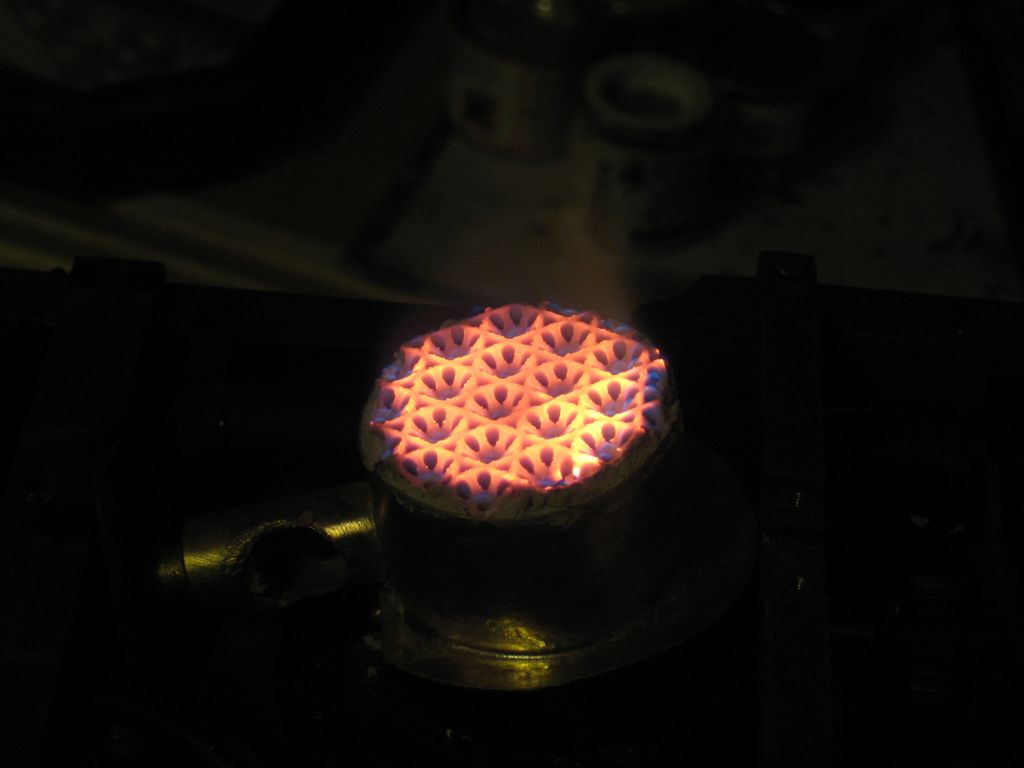
Nejraději mám hořáky s keramickou deskou. Mají vysokou účinnost, ale hodí se do stojatých nebo lokomotivních kotlů, prostě tam, kde je hořák pod kotlem. Do ležatých lodních kotlů je lepší hořák trubkový (viz dále). |
My favorite burners are with ceramic plate. They have high efficiency, suitable for vertical or locomotive boilers, just where the burner can be under the boiler. The horizontal burner tube is better for marine boilers (see later). |
|

|
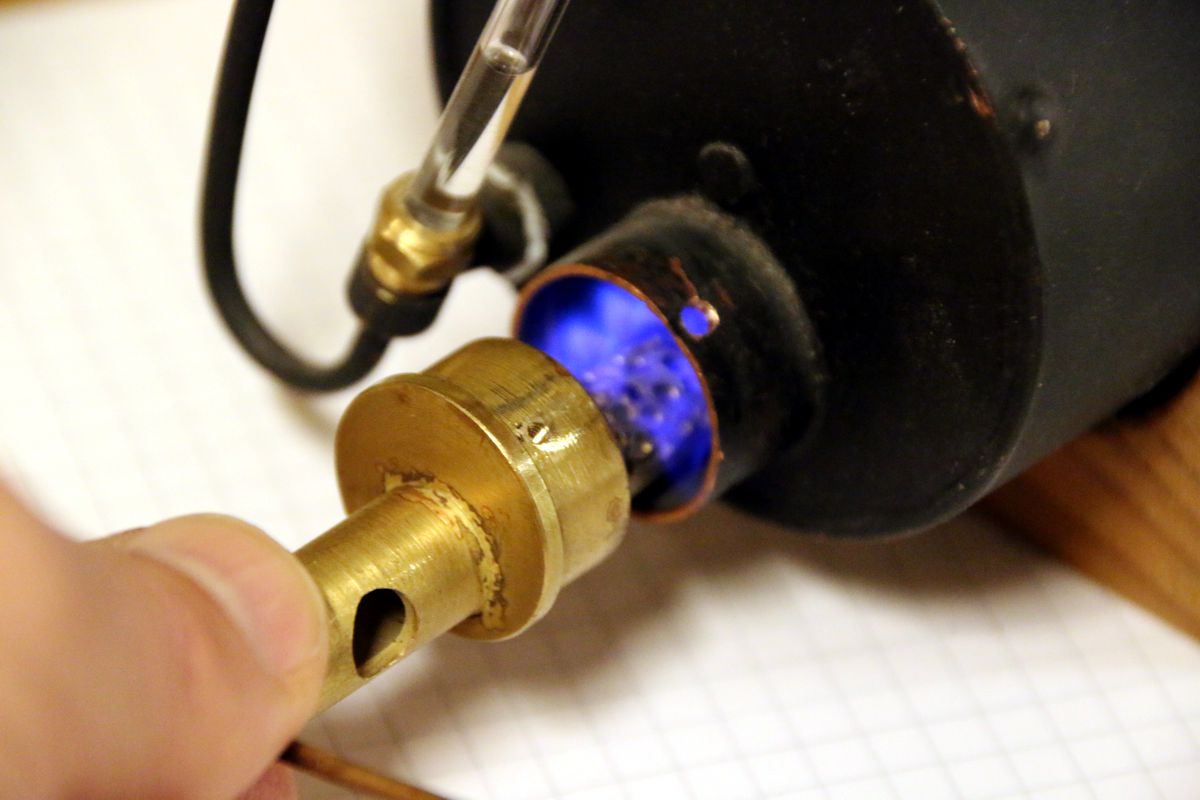
Keramický hořák vyzařuje teplo nejvíce kolmo k povrchu, takže např. do válcového kotle je lepší keramické desky naklonit blíže k povrchu. |
The ceramic burner emits heat most perpendiculary to the surface, so e.g. in a cylindrical boiler is better to the ceramic plate tilt closer to the boiler surface. |
|
|
Plyn hoří v tenoučké vrstvě nad keramikou, rozžhaví ji a rozžhavená keramika zpětně podporuje efektivní hoření. |
The gas burns in a thin layer above the ceramic plate, it glows and red-hot ceramic supports effective burning. |
|

|
Keramické desky. Lze je opracovat pilou, nožem, pilníkem atd. Keramika je měkká, ale jednotlivé částečky velmi tvrdé, takže nástroje se okamžitě tupí. Lepit je lze keramickým kamnářským tmelem. |
The ceramic plate. They can be machined by saw, a knife, a file etc. Ceramics are soft but contains very hard particles, so the tool will instantly damaged. The ceramic plate can be glued by high temperature ceramic cement for stove builders. |
|

|
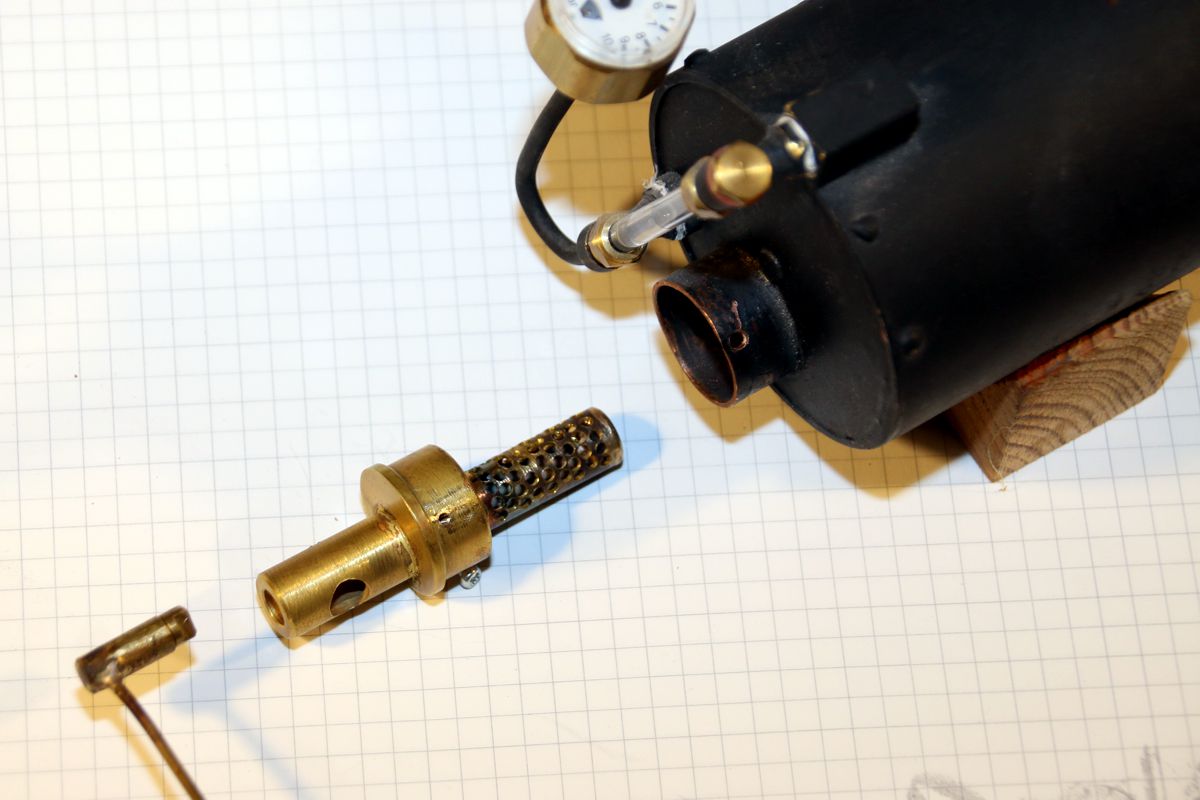
Stará a nová verze hořáku lokomotivy Shay. Nový je účinnější. Oba mají odpařovací ohřívací trubky pro kapalný plyn (viz dále), odpařovač starší verze byl přímo v plamenu a docházelo ke karbonizaci plynu a zanášení filtru a trysky. |
Old and new versions of the burner of the Shay locomotive. New is more effective. Both have heating tubes for evaporating liquid gas (see below), the vaporizer of earlier version was directly in the flame and causing carbonization gas and clogging of the filter and the nozzle. |
|
|
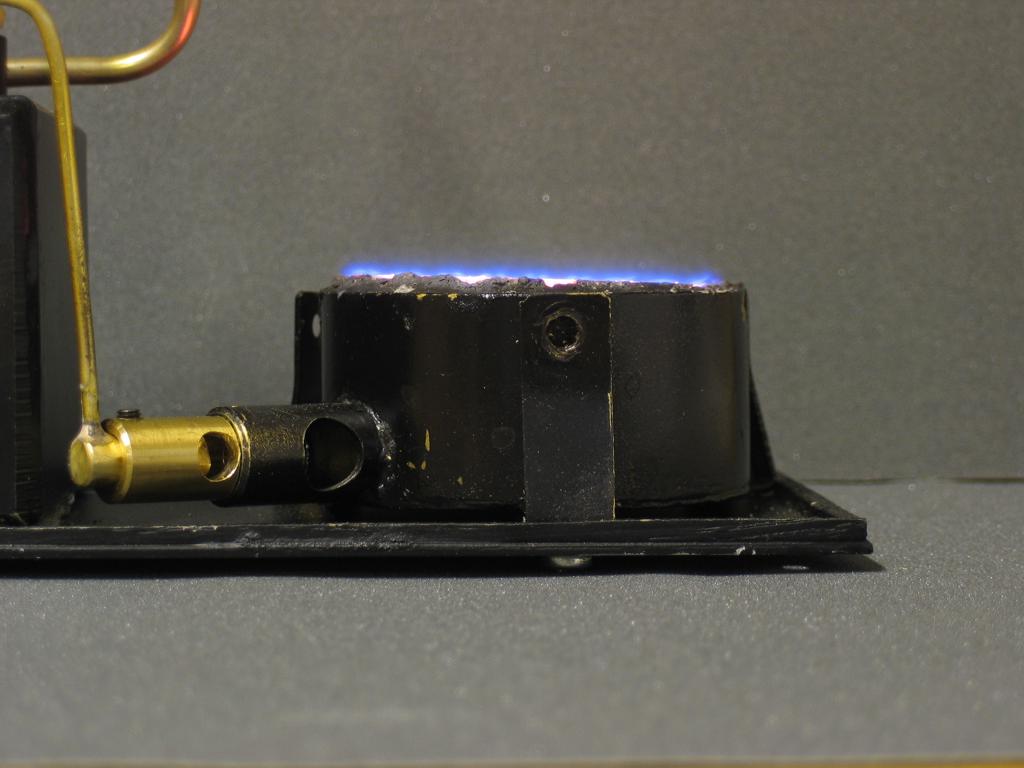
Trubkový hořák pro kotle s plamencovou rourou (lodní kotle). Tato konstrukce zajišťuje nízké těžiště a tím stabilitu lodi, ale neumožňuje použít spodní keramický hořák. Ale kvůli ceně (levný a málo pracný) je např firma Regner používá i v lokomotivách. |
The tubular burner for flametube boilers (marine boilers). This design provides a low center of gravity and good stability of the ship, but not suitable for the bottom ceramic burner using. Because it is little laborious and cheap that is used in locomotive boiler too (Regner company). |
|
|
Plamen přímo olizuje plamencovou rouru uvnitř kotle. Někdo zvyšuje účinnost překrytím plamenů žhavící síťkou, ale mně se moc neosvědčila a kromě toho se celkem rychle propálí i když je z nerezu. |
The flame licking flame-pipe inside the boiler. Someone increases the heating efficiency by covering heater wire net, but I don like it - not work very good, quickly burning out. |
|
|
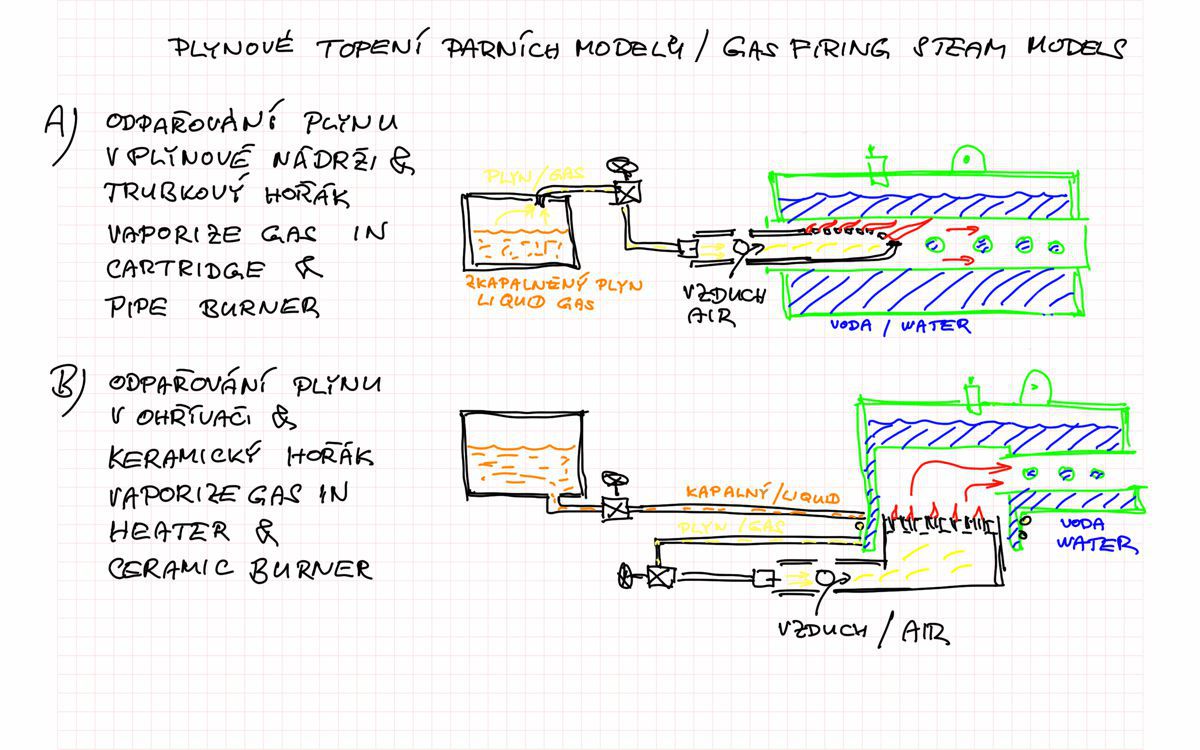
Na tomto náčrtu je vysvětlen způsob zplynování propan-butanové kapaliny: A) obvyklý způsob, kdy zplynuje v nádrži. Nádrž se ochlazuje a při větších odběrech se ochladí tak, že plyn nevzniká. Ohřívání nádrže odpadní párou je možné, ale ne úplně bezpečné. Na obrázku s trubkovým hořákem. B) z nádrže se odebírá kapalnína, která zplynuje v trubce, připájené kolem kotle a zahřiváné teplem z něj. Nádrž se neochlazuje, zato je potřeba druhý regulační ventil. Složitější, ale mnou preferovaná varianta. Na obrázku s keramickým hořákem. |
The ways of gasification of liquid propane-butane are explained in the sketch : a) conventional method, when gasified in the tank. The tank goes cooled, and in larger quantities outgoing gas the cartridge freeze so that the gas does not arise. Heating tank by waste steam is possible, but not entirely safe. Shown with tubular burner. B) the gas-liguid is taken from the tank. The liquid gasified in the pipe, soldered around the boiler and heated by heat from it. The tank is not cooling, but the second control valve is needed. It's more complicated, but my preferred option. In the picture with the ceramic burner. |
|
|
Detail plynové trysky. Čelo trysky je v úrovni děr přívodu vzduchu, jemným posunem se reguluje poměr mixu. Důležitá je dostatečná délka míchací části, minimum je 4 cm. Kratší vzdálenost k hořáku působí nedostatečné strhávání vzduchu. Je to podobný princip, jako je u dýšny a komínu parní lokomotivy. |
Close view of the gas nozzle. The forehead of the nozzle is at the center of the air inlet holes. A gentle shift of nozzle regulate the ratio of the gas-air mix. Important is a sufficient length of the mixing section, the minimum is 4 cm. Shorter distance to the burner cause insufficient of air. It's a similar principle as the nozzles and the chimney of the steam locomotives. |
|
|

|
Všechny parní kotle a plynové nádrže je třeba před použitím řádně otestovat. Musí vydržet 1.5 násobek provozního tlaku. K tomu používám testovací pumpu do 40 barů s nádrží na vodu a manometrem. |
It's necessary ti test all steam boilers and gas tanks before use. They have to endure 1.5 more then operational pressure. For this I use high pressure testing pump which makes up to 600 PSI with water tank and pressure gauge. |
|

|
Spájené hlavní těleso pumpy. To byla fuška ! Příliš mnoho pájených ploch najednou. |
Silver soldered pump body. It was very difficult ! Too many soldered parts at once. |
|

|
Horní fitinka pumpy, se zářezy proti ucpání ventilovou kuličkou. Tam kdě těsnit má, horko těžko těsní, ale tady by odtok ucpala hned. Potvora kulatá. |
Upper pump fitting with nicks by ball doesn't choke up the hole. |
|

|
Výroba netěsnosti. |
How I make leak. |
|
|
Nářadí na výrobu netěsnosti. |
Tool for the notch making. |
|

|
Nástroj pro frézování sedla ventilů pro ventilovou kuličku 4mm. Je vyroben z HSS oceli (Radeko) průměr 5 mm. Postup - vyvrtat průchozí díru 3mm, vyvrtat díru 5mm, tímto nástrojem dokončit sedlo. |
Tool for valve seat milling - for stainless steel ball 4mm dia. It is made from high speed saw steel with diameter 5 mm. How to make the seat - drill a hole 3mm dia at first, then widen part of the shaft to 5mm with the drill and finish seat with this tool. |
|
|
|
|
|
|
Podle této pumpy jsem dělal tu testovací. Sedla pod kuličkama by měla mít ostrý úhel a měla by být z ložiskového bronzu. |
With this pump drawing I made my pump. The seat for valve-ball should have a sharpened angle and should be made from phosphor bronze. |