|
lokomotivu Climax |
||
|
Climax loco |
||
 napsáno v Arachnopilii writen in Arachnopilia optimalizováno pro Mozilla optimized for Mozilla Od května 2005 jste You are visitor no návštěvníkem. since May 2005 |
||
|
Stroj lokomotivy Climax
The Climax engine | |||

|
Tak šup do práce. Začínám tradičně výrobou válce. Tady jsem se rozhodl, že se nebudu ztrapňovat oscilákem a udělám plnokrevný stroj s plochýmui šoupátky. V této velikosti to není žádná sranda. Uvidíme, jestli se to povede. |
So go to work. I start with cylinder as usually. I decided that I build full-blooded engine with slide-valve not only oscilating engine as for Shay. But it is very complicated in this size. | |

|
Přípravek na práci s válcem. Ta kláda ve vrtačce je závitník M 1.6 milimetru |
The cylinder tool. This beam in drill head in screwing tap M 1.6 milimeter (1/16") | |
|
Konstrukce přípravku. Ten tlustý šroub je M6 se stočenou hlavou (aby nezavazela). |
The cylinder tool construction. Big screw is M6 (1/4") with reduced head. | |
|
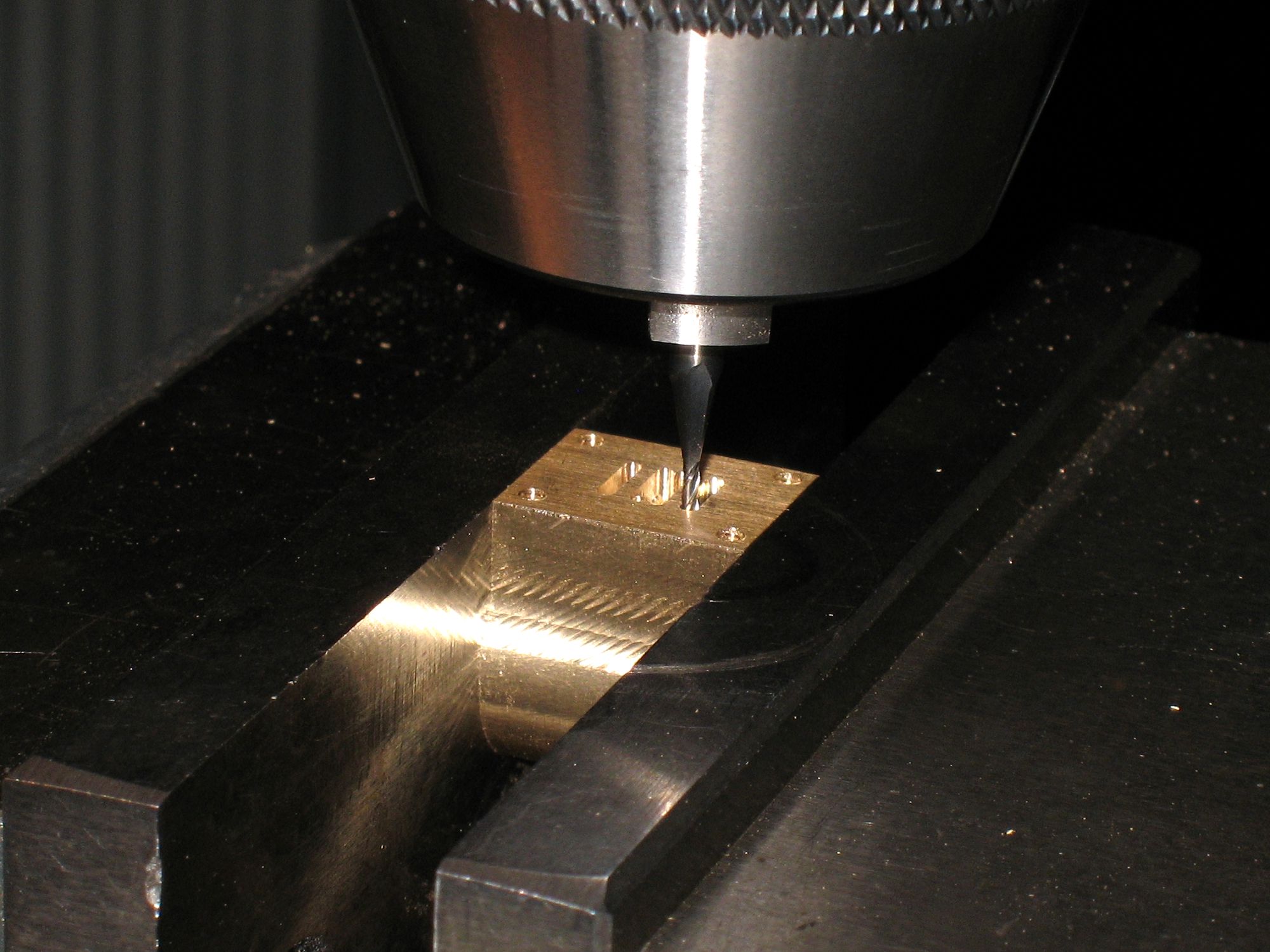
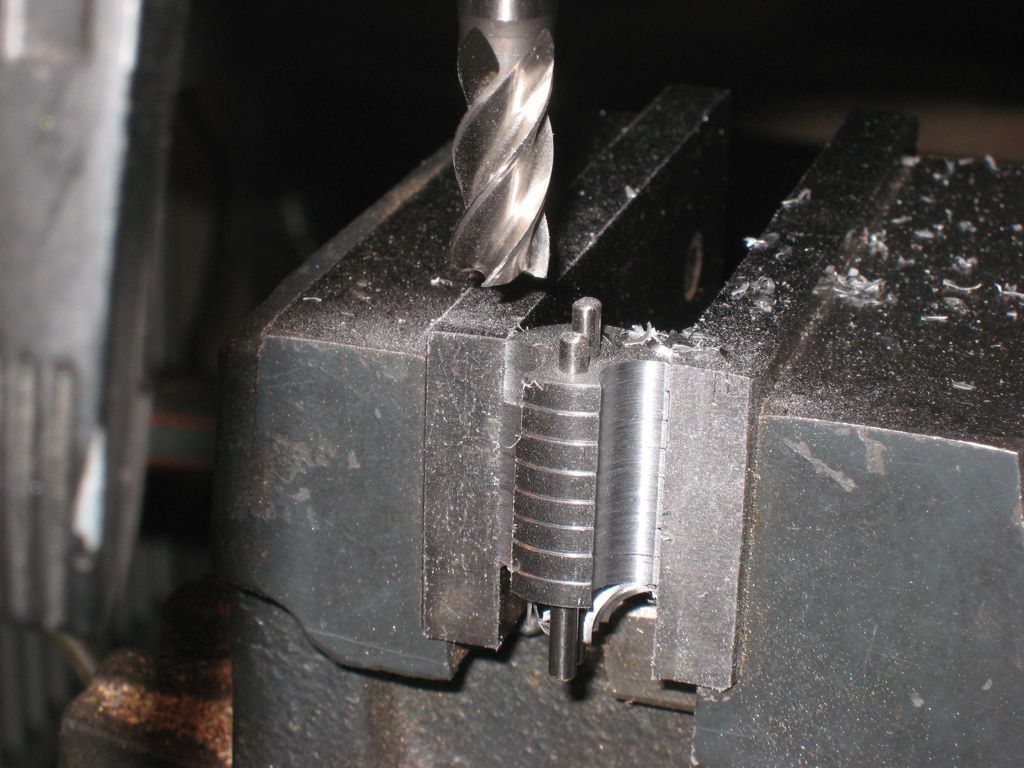
Frézování portů gigantickou frézou o průměru 1.0 milimetr. |
The steam ports milling. I use giant milling cutter - 1 milimetr ( smaller then 3/64"). | |

|
Šoupátkové skříně. |
Steam chests. | |

|
Výroba pravítka. Občas byl při práci problém obráběný díl ve stroji vůbec najít. |
Cross head support. I have sometime problem to found mashined part in mashine. | |
|
Spodní víka slouží současně k montáži válců na rám. |
Bottom covers are used for mouting cylinders to frame. | |
|
Pohyblivé díly jsou utěsněny "O" kroužky. Vzhledem k velikosti stroje nepřichází v úvahu šroubovací příruby. Použil jsem jen překryvné plechy. |
Moving parts are sealed with O ring. It is impossible to use standard screwed flange because engine is too small. So I use cover plates only. | |

|
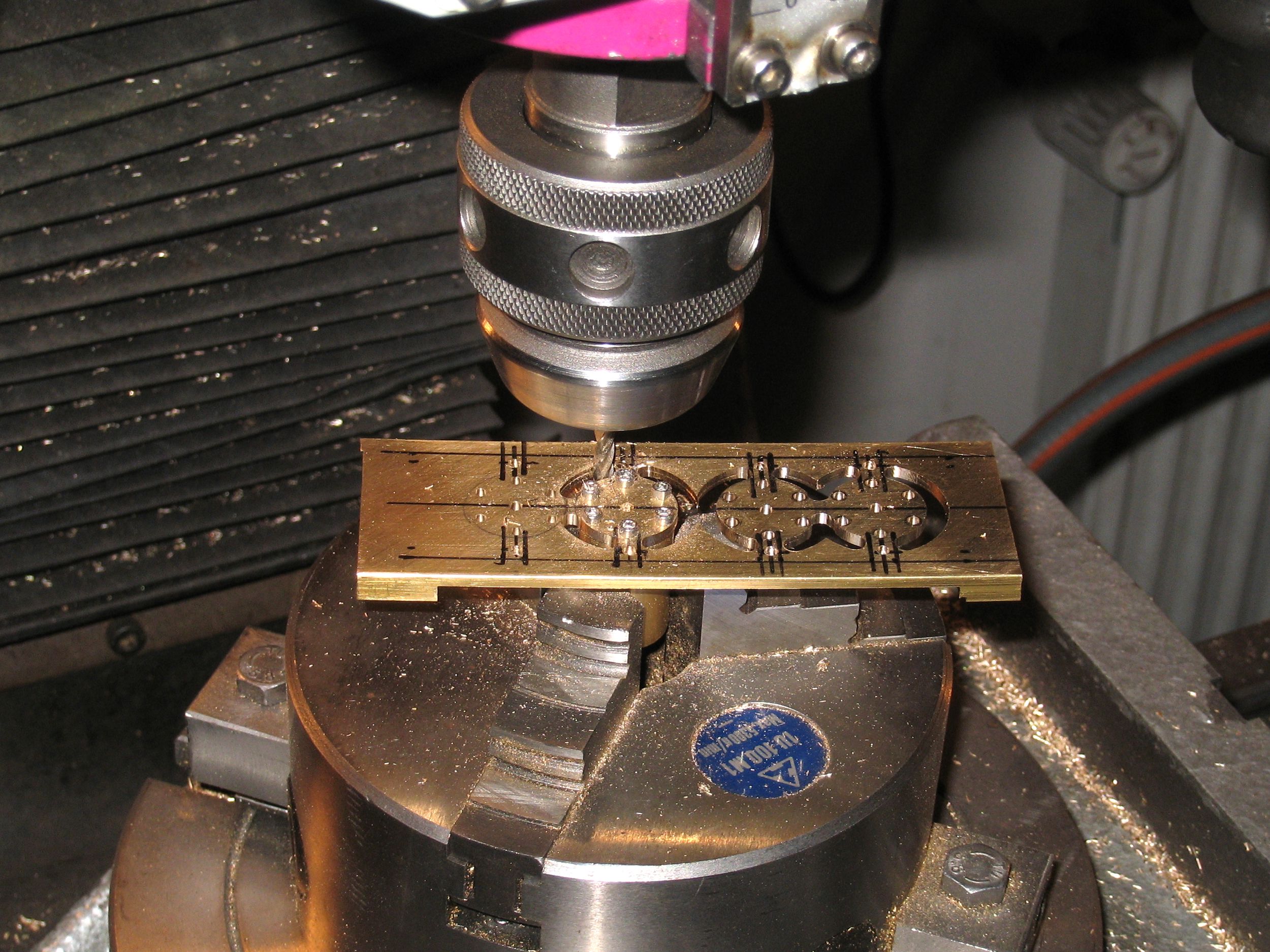
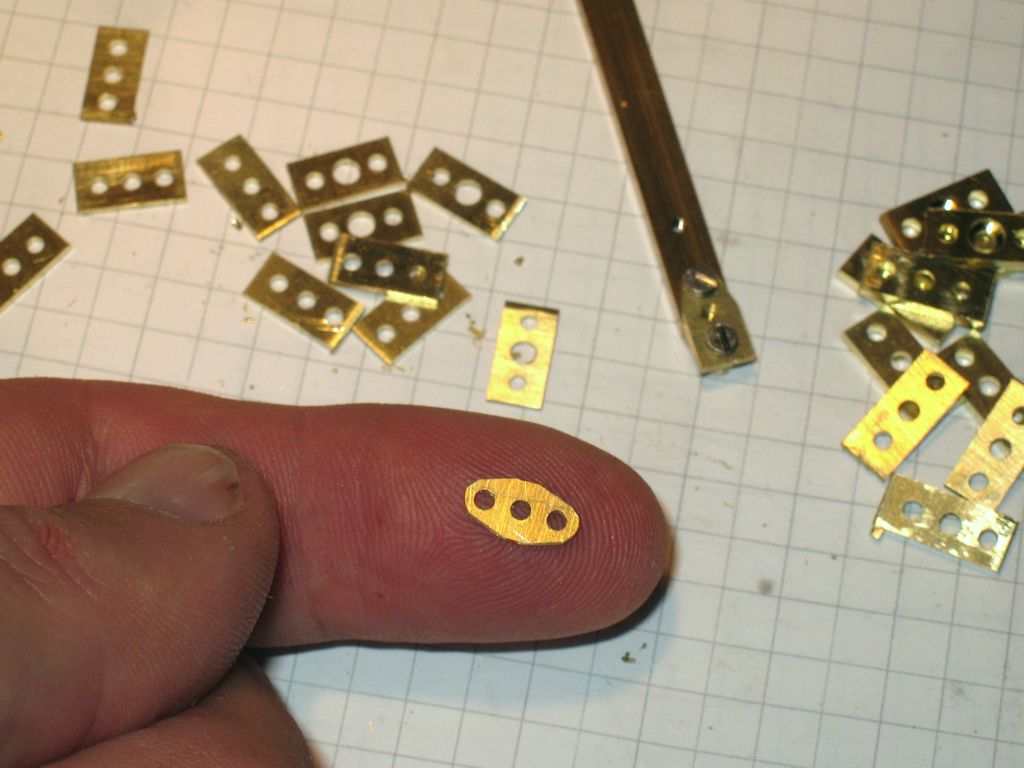
Takhle jsem ty oválky pižlal. |
The oval cover plates making. | |

|
Hlavní díly stroje na hromadě. |
Main parts of engine on the heap. | |
|
Výroba šoupátkových tyčí nebyla jednoduchá. Nakonec jsem na čtyři tyče (vyrábím 2 stroje současně) spotřeboval 12 kusů materiálu. Takovou úmrtnost ještě nepamatuju. Ono soustružit nerez na 1.5mm není jen tak. |
It was very difficult of valve rod make. I need 12 pieces of material for 4 rods made finally. This death rate I don't have never before. Turning stainless steel rod 1.5mm diameter is too hard. | |
|
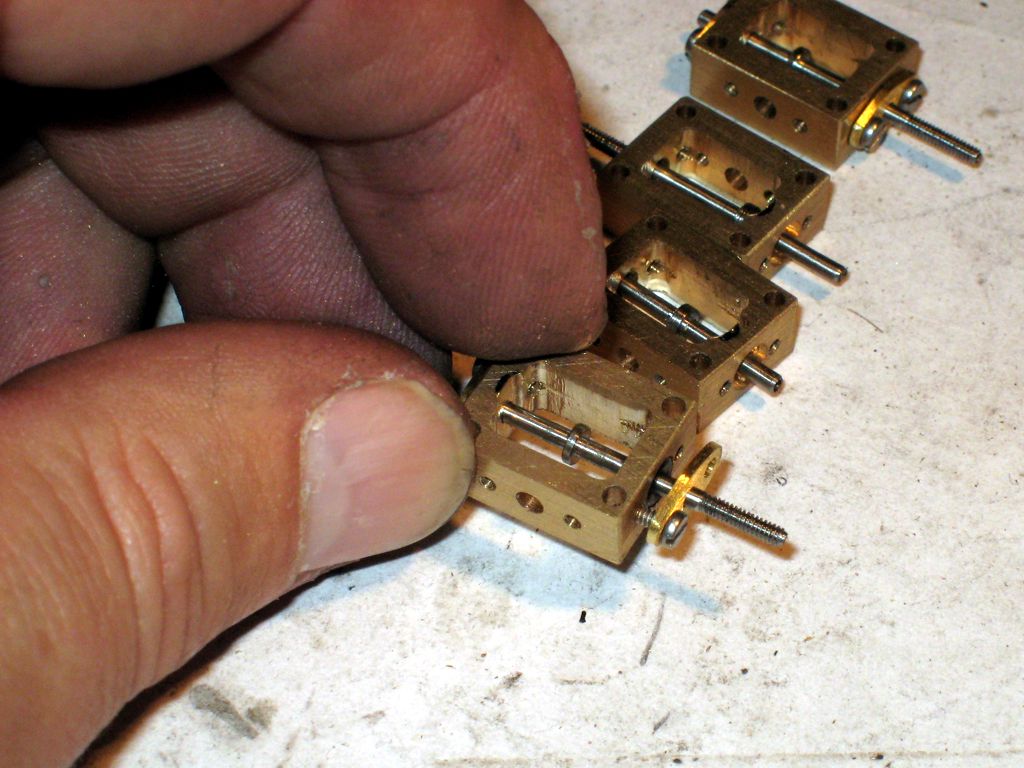
Šoupátkové komory. Tady je pěkně vidět způsob utěsnění tyče "O" kroužkem a rozplácnutí kroužku překryvným plechem. V určitém rozmezí lze rozplácnutí a tedy utěsnění regulovat. |
The valve chest. Here is good to see O ring sealing and method of squash O ring by cover plate. It is possible to regulate squash of O ring and sealing too. | |

|
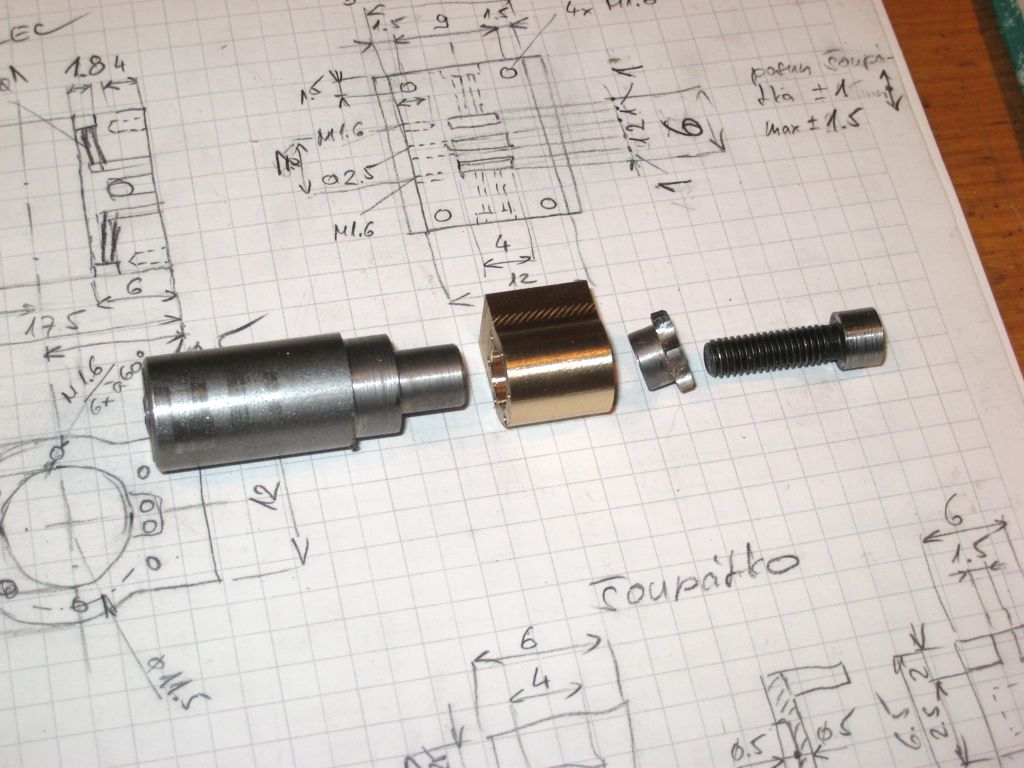
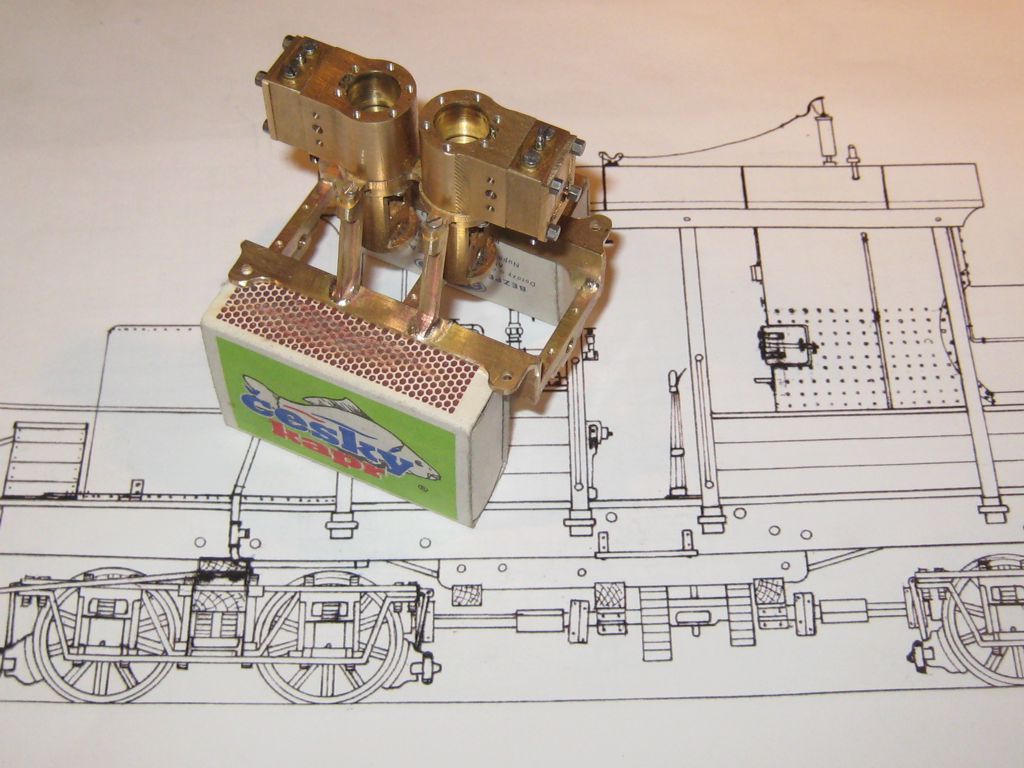
Sestavené tělo strojku. Vrtání 9mm, zdvih 10mm, plochá šoupátka. |
The assembled engine body - 9mm bore, 10mm stroke, side-valve. | |

|
Hlavní rám strojku jsem pájel stříbrem. |
The main engine frame is silver soldered. | |
|
Po vyčištění a montáži. |
Cleaned and mounted. | |
|
Frézování klik. |
The crank milling. | |
|
Klikovka je pájená stříbrem. Pájené povrchy se musí natřít pájecí pastou před sestavením. Všechny části je třeba před pájením zafixovat. |
The crankshaft is silver soldered. It is necessary apply the flux before parts assembling. All part is good to fix before heating. | |

|
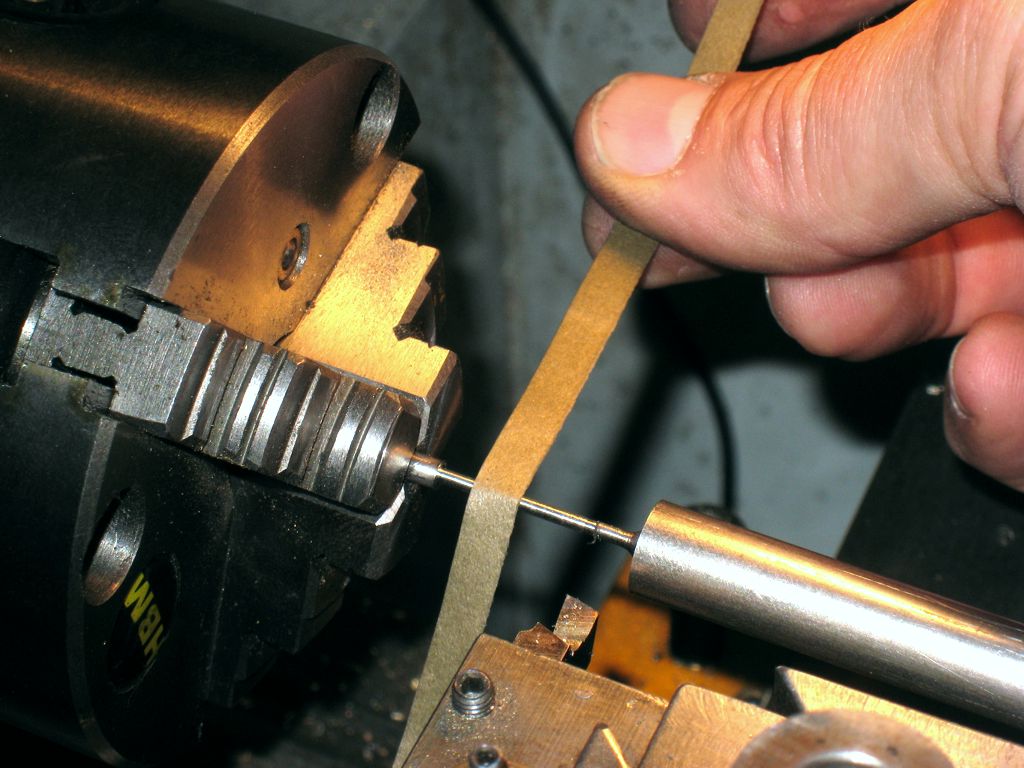
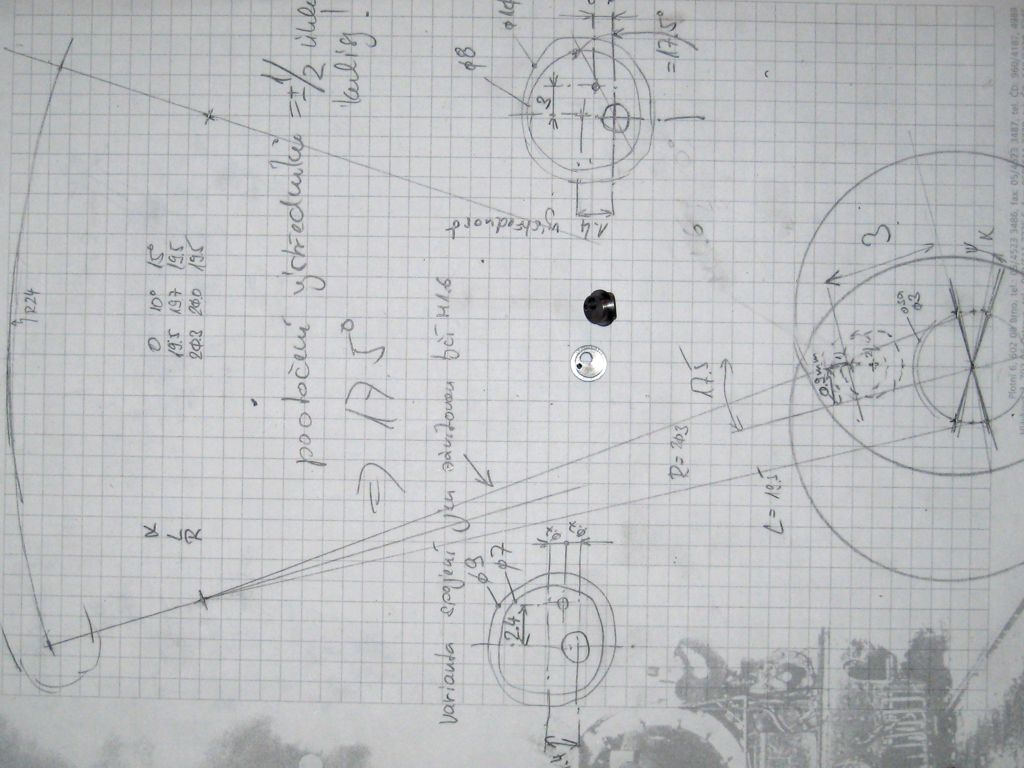
Polotovar pro výstředníky je třeba přesně vycentrovat. |
The steel rod is necessaty to good centering. | |

|
Větší otvor je pro osu klikovky, menší je M1.6 pro spojení výstředníků. |
The bigger hole is for crankshaft and smaller is M1.6 thread to join excenters. | |
|
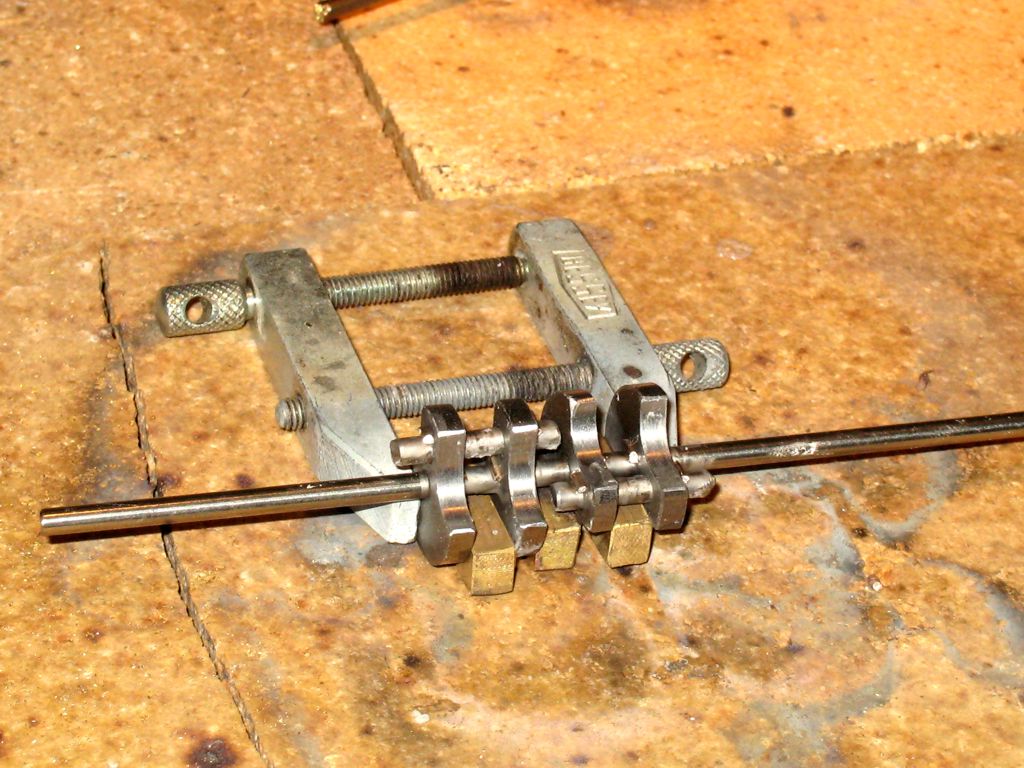
Hotové výstředníky. Výstředníky jsou pootočeny proti sobě o 145 stupnů. |
Finished excenters. They are joined with 145 degree rotation. | |

|
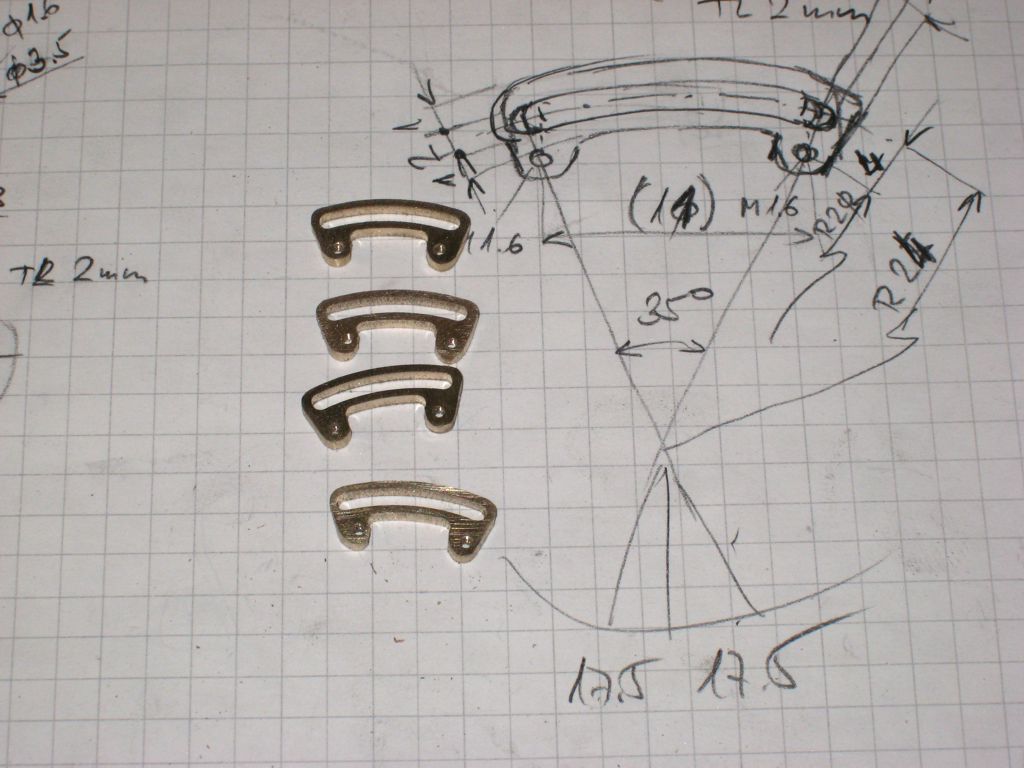
Frézování kulis. |
The link milling. | |
|
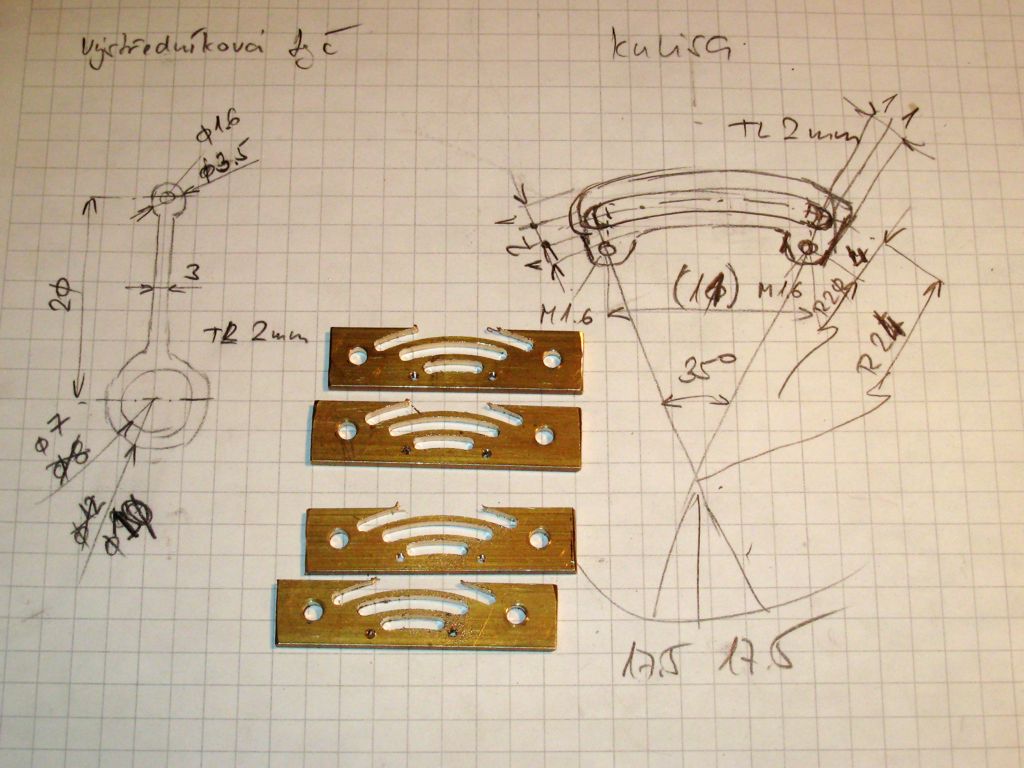
Polotovary kulis. |
Partialy finished links. | |
|
Hotové kulisy. |
Finished links. | |

|
Kulaté konce spojovacích tyčí frézuji "ručně". |
The rounded end of the rods I mill "handy". | |
|
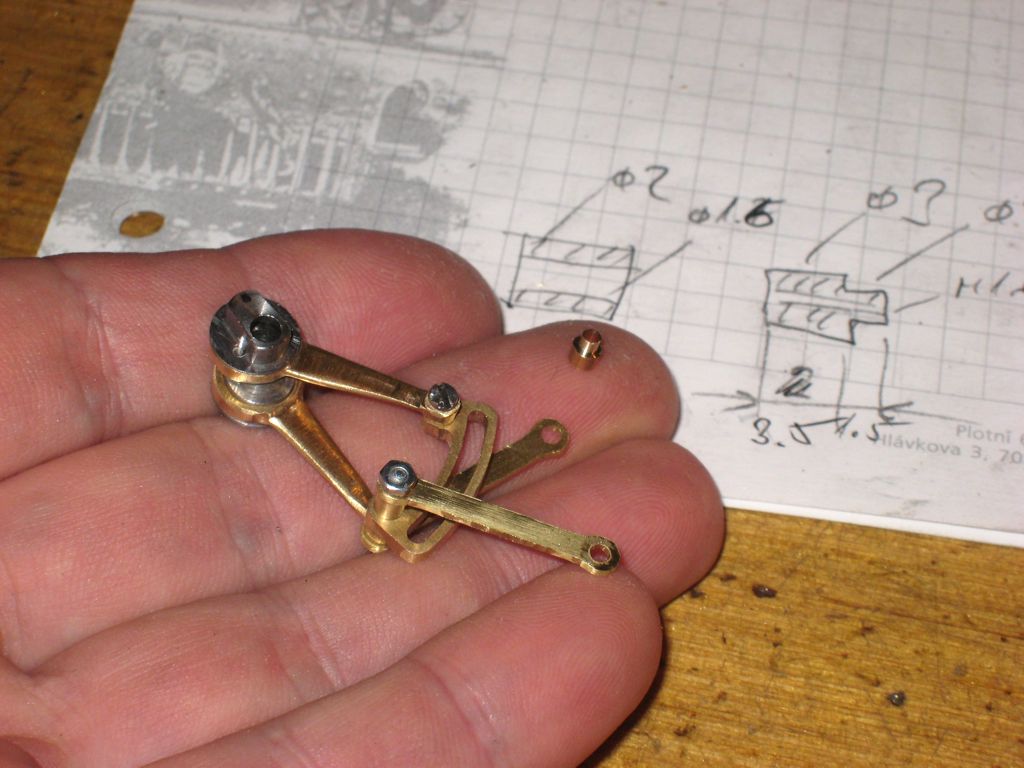
Kulisa s výstředníky. Některé součásti jsou opravdu mrňavé - např. distanční vložka na konci prstu. |
The link with excenters. Some parts are really small - for example spacer at the end of my finger. | |
|
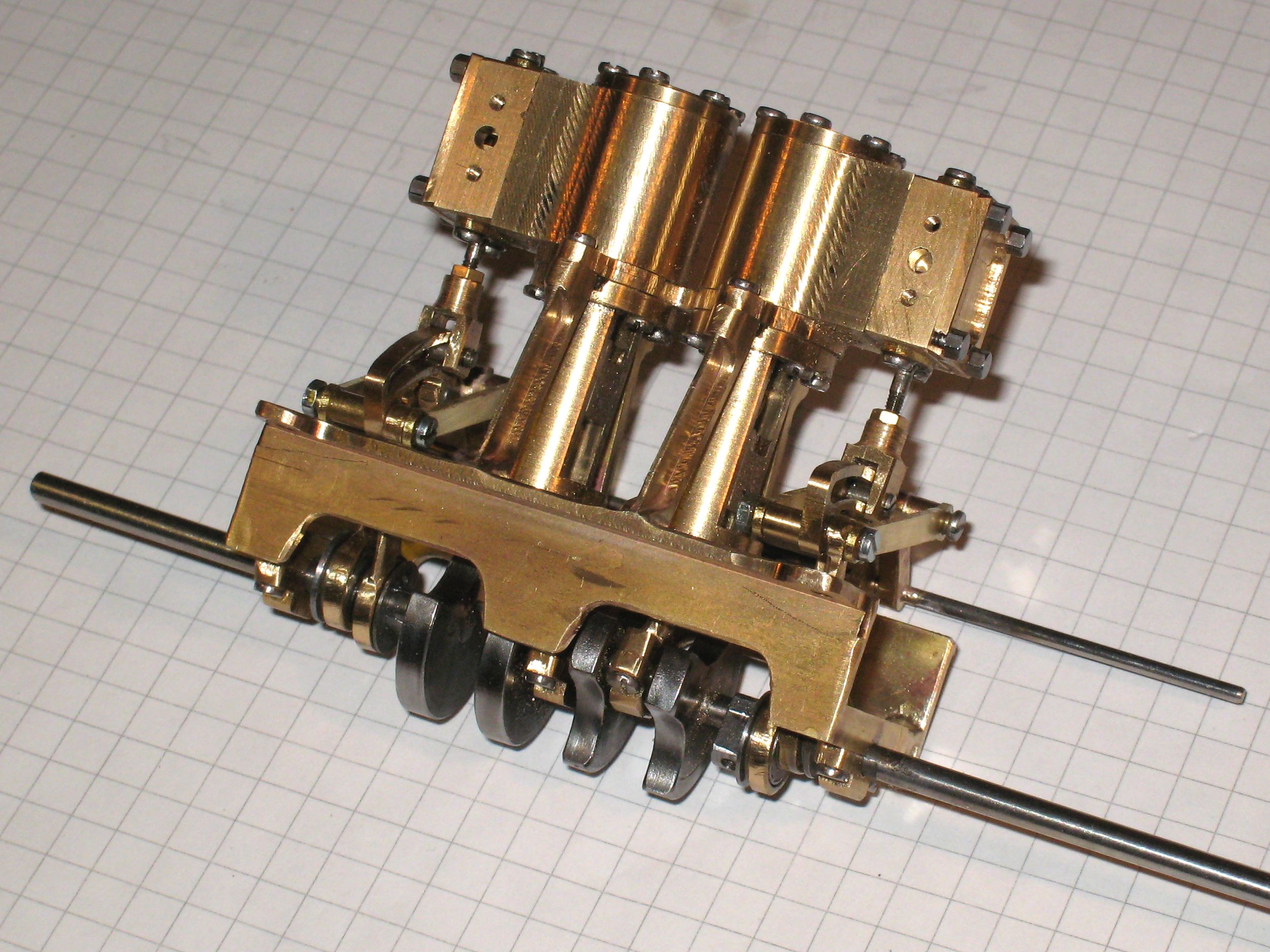
Hotový stroj. |
Finished engine. | |